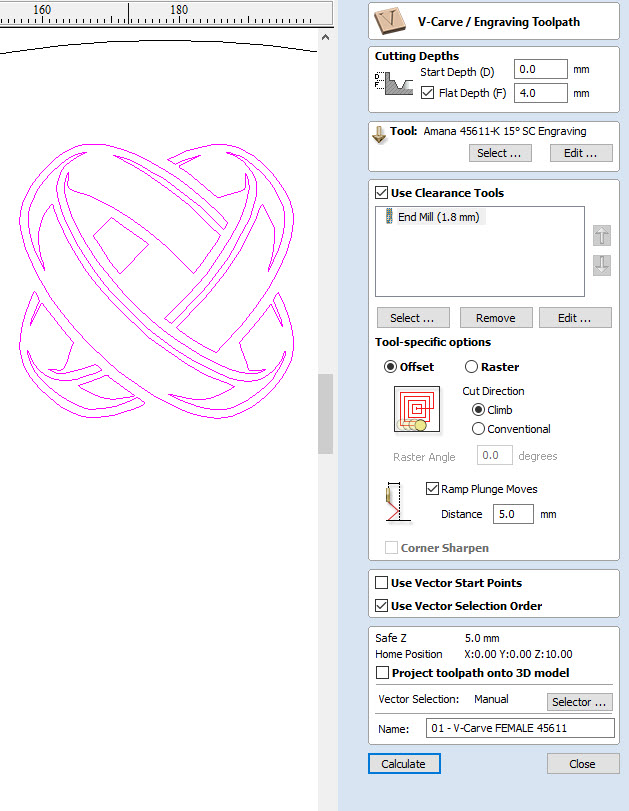
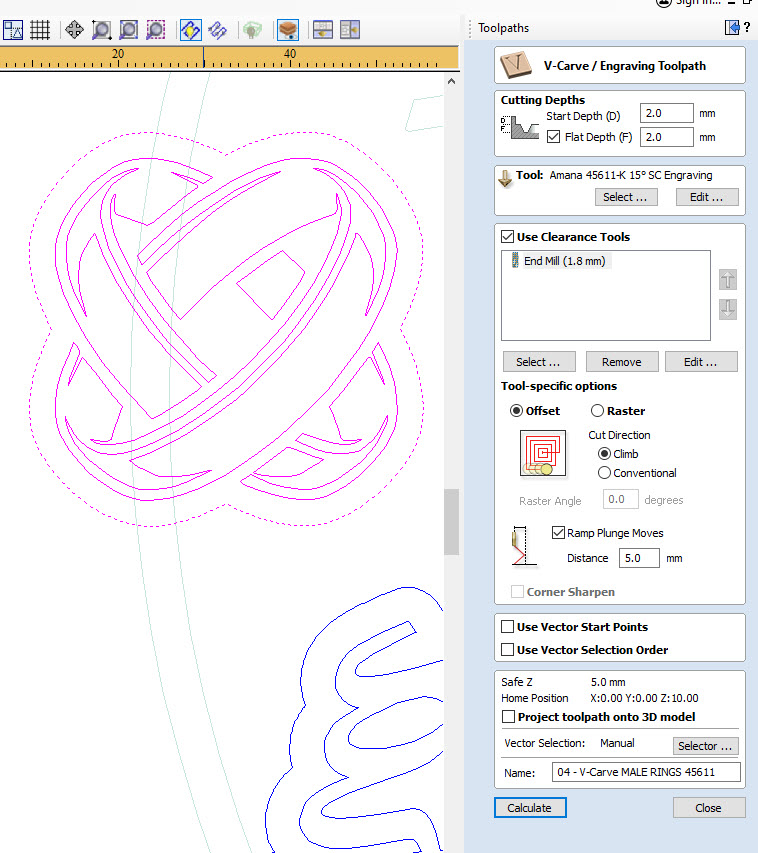
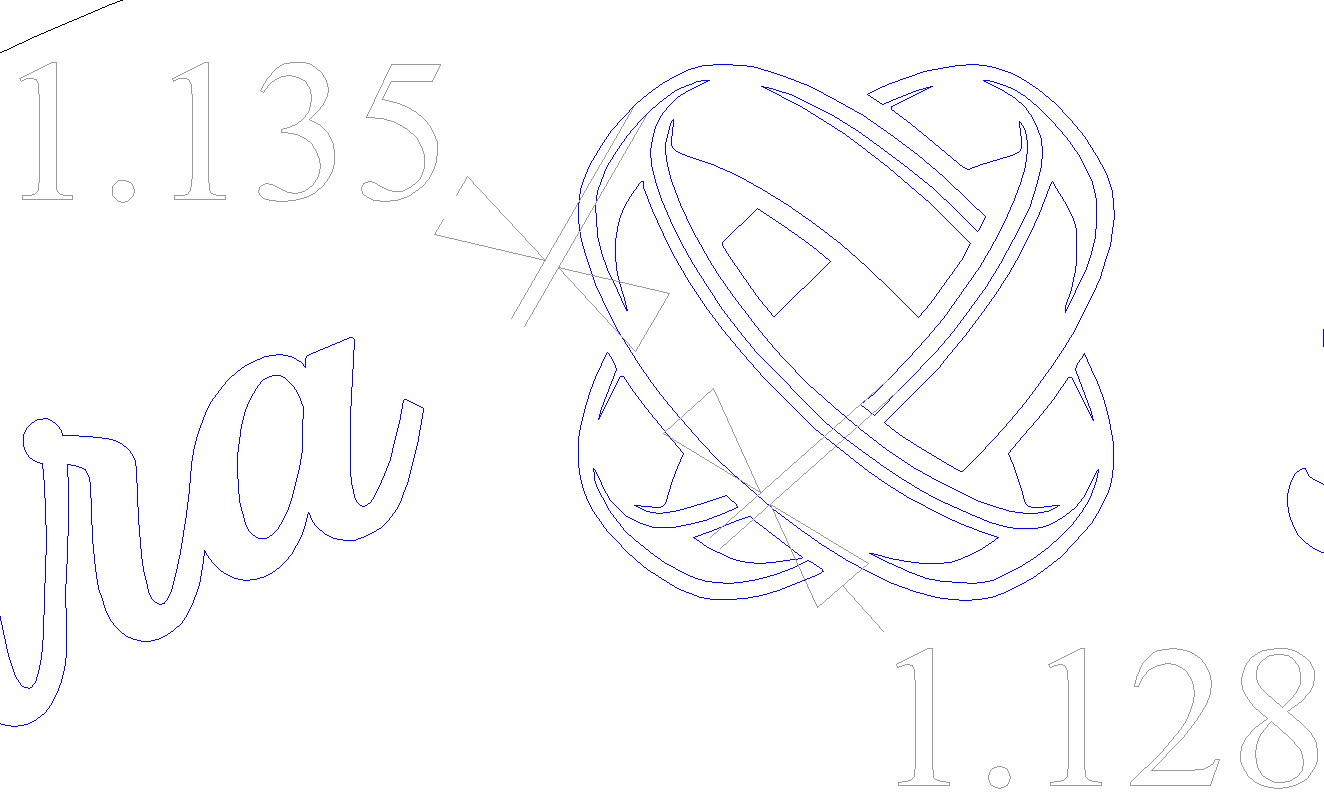
I would suggest not going so deep with the carve. I found 4mm to be the max before the side of the V-Bit starts knocking down the tips of the lines. From the images below, you can see this is a charcuterie board made from oak with a walnut inlay (I don’t like the way it turned out BTW). Vectric is showing the minimum distance of a couple of the lines to be just over 1mm. I am also including screenshots of my toolpaths.
Lastly, the type of wood made a difference for me. The harder and more dense woods stood up the best for the male carving, and if I didn’t mention it before, for the male carving, I always cut the V-Carve path FIRST, then the clearing. This gives extra support to the thin lines.
EDIT: For testing, I think I ran either 3 or 4 tests to get the depth and speeds to work and to find the Amana 45611 bit which had a notable contribution to the success. I too have access to Illustrator/Photoshop, but did all of these vectors inside V-Carve Pro. I did have to get into node editing to make the text not overlap, but did not really touch the graphic for the rings which I just found online somewhere.
You’re right, not going so deep will help, I start with 7mm then test with 5mm, it’s better, I can apply 4mm in my next experience.
For the Female (pocket) for a depth of 4mm (using the bit belowspec ) the min line width is 0.736 mm, in case the line is thinner then the tool will not plunge at 4mm and it’s where I had issues.
The male (Plug) is not correctly done, extra material is not removed, I guess it’s too flexible. Starting with Carve could be a very good solution. I’ll test it soon, thx
I stay very interested to get a strategy to detect all lines below 0.736 with a cad or design tool, it will help me to identify all areas that I should modify to remove sensible areas.
No ideas for it ?
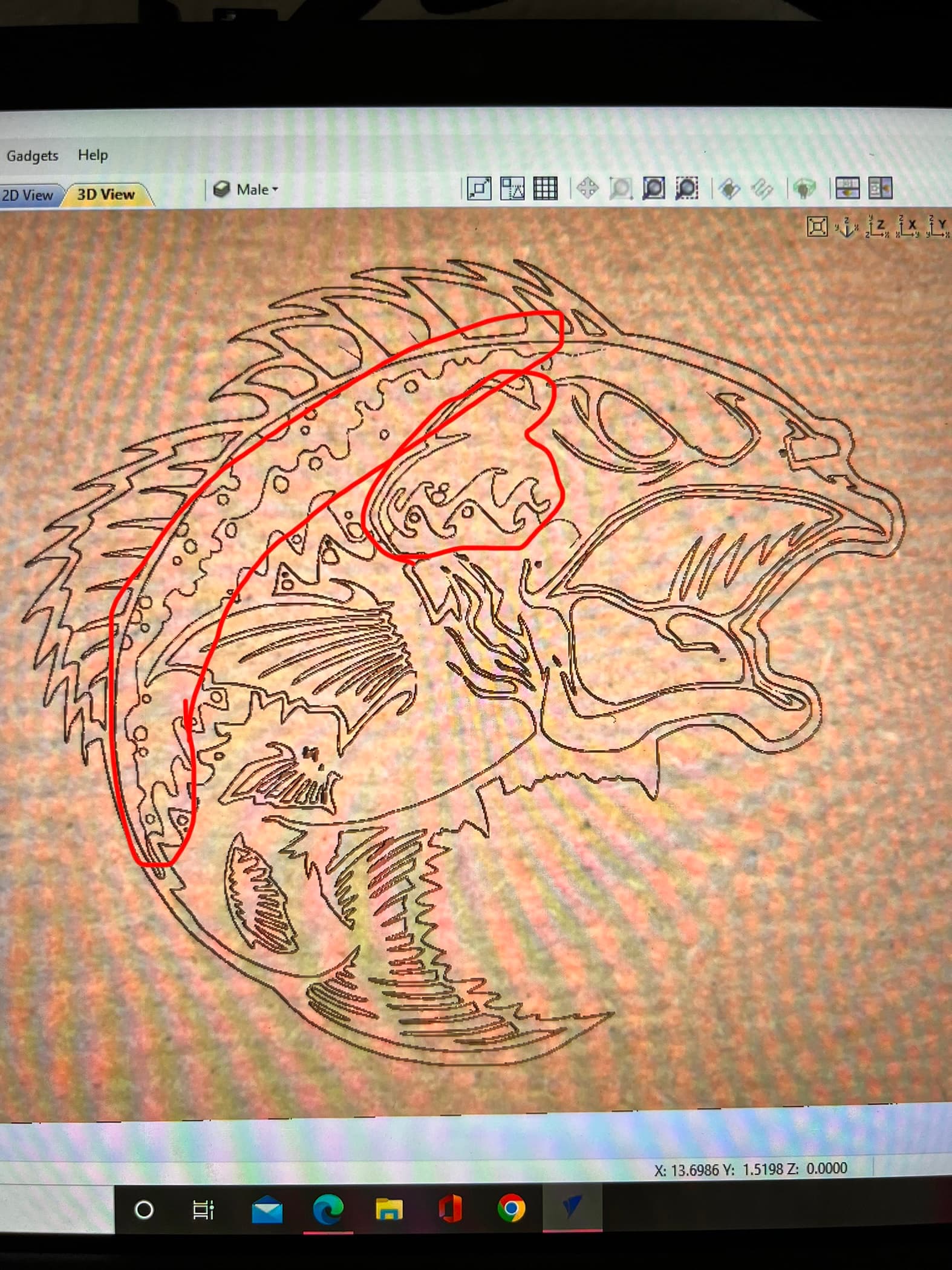
Below is the deign I’m working on for a colleague in passion with Porsche cars … thin lines highlighted are disturbing…
@Matticustard sorry it has been awhile for sharing the results. But here they are. Overall I am happy with it. There are a few things that I wish I would have known prior. One, what @Stefano had mentioned is the very narrow portions. Either adjust them to work or remove them all together if it can be afforded.
If you recall our initial conversation as you gave me guidance. One thing that was concerning was how I had the male inlay tool paths set with the 3 different SD and flat depth. With the method that I did, it seemed to be very rough on the bits. Ended up snapping a 1/16 DC. Luckily it was towards the end of its carve. So I was able to get away with it. But the Amanda tool (46280-K) seemed to struggle as it was cutting on just the tip (no pun intended) the entire time and I’m pretty sure I ruined the bit. Not sure if there is a way sound it or not. In any case. I really appreciate your help and input!
This looks awesome! Congrats. Inlays can be a learning experience, for sure.
I am surprised, however, to see multiple people in this thread using tapered ball-nose tools instead of V-bits for inlays. I don’t see how you are able to get a perfectly matched set [male/female] with a ball-nose tool — sharp outer corners don’t fit into round inner corners. Perhaps this isn’t such a big deal at the scale we’re talking about and since wood is relatively soft, but it’s new to me.
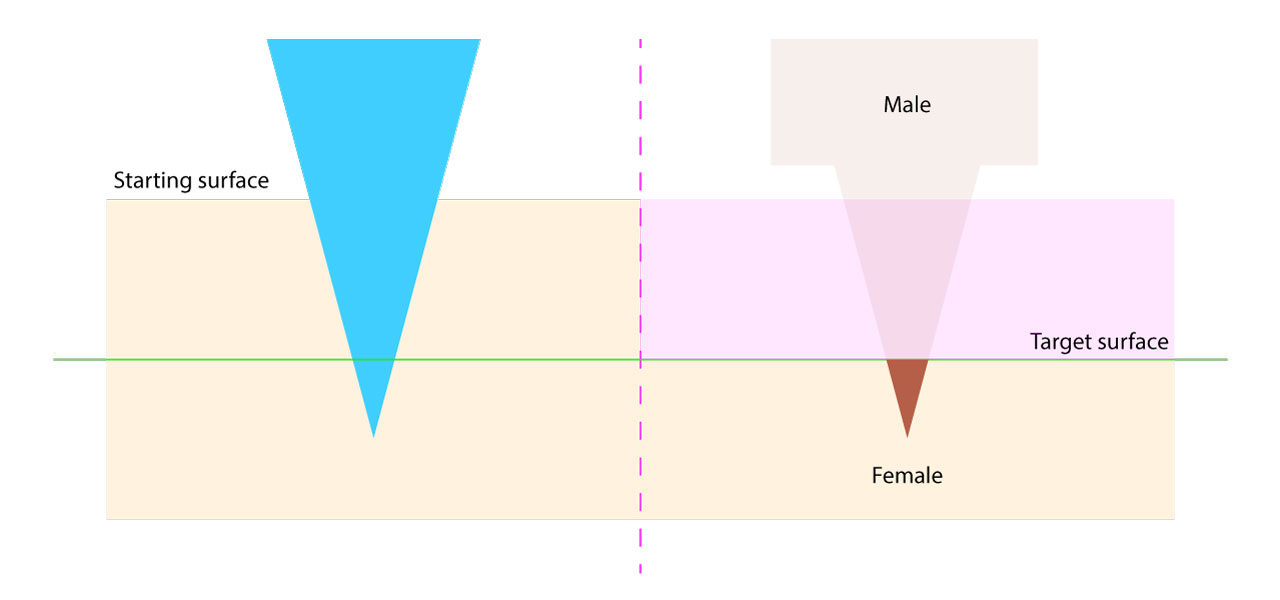
Very fine details can be accomplished with a V-bit. Not saying it’s always easy, but it can be done. I like to leave extra material on the work surface and “over-carve” it, then plane everything down to the final thickness after the glue-up. This gives you more substance to work with so the material is less fragile. But this method may not be possible if the fine details are too tightly packed, and design choice and preparation goes a long way.
A visual example of over-carving the female portion. Not to scale:
But I’m sure as with anything, there are a million ways to skin this cat. Doing more projects and figuring out what works best for you is probably the best medicine.
Now that you mention it. There were a few very small spots that showed like you are explaining with the ball nose. However. The glue seems to fill those gaps and it’s hardly noticeable with the tone of wood. I will definitely be trying another inlay with a v bit though and this time in end grain cutting board. Do you have any special considerations to look for in end grain inlays? Change in DOC, speeds and feeds etc?
You may want to run some tests to see if your material is particularly brittle, but no, I don’t make any major changes for end grain. If anything, carving end grain may be more consistent since you aren’t continually switching between running with the grain vs. across the grain. If you do find the material to be difficult to work with, you can always be less aggressive with feeds and speeds.
My main comment with end grain would be that it’s nearly impossible to sand, and dangerous to send through a planer, so make sure your CNC is trammed and you run a nice, clean clearance pass over the entire surface to leave yourself as little finishing work as possible.
There is a main principle about inlay that I’ve missed or a mistake somewhere I do not see… please can you advise me ??
I did a test to view if thin lines are better when starting with the carve toolpath and for this example no clerance bit, and no way, it’s not better at all, here is my process :
Then a profil toolpath to detach the 4 parts from materials.
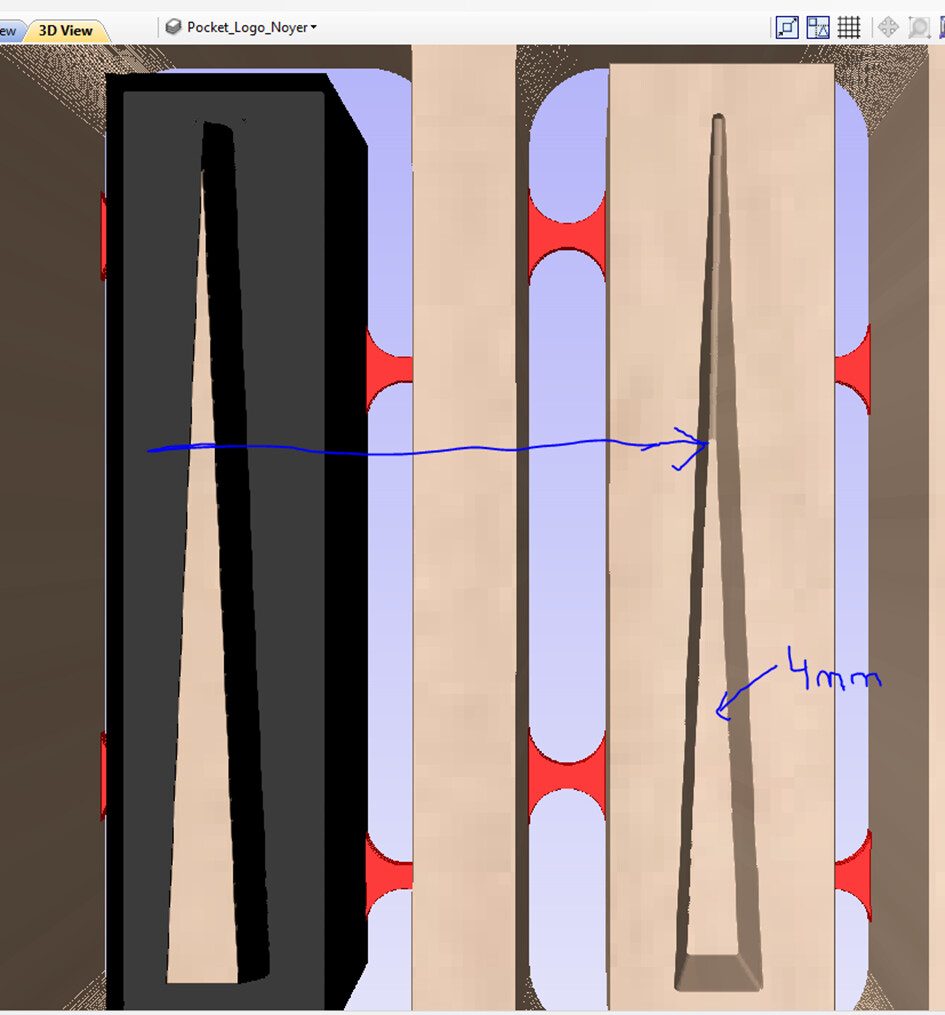
3D view shows where depth is 4mm and where above. Using X, Y position from 3D and located it in on the 2D, I found the blue mark on my first img and horizontal dim there is = 1.339 mm which correspond to calculation value.
Here, I expected to also view on the plug that the material is below the surface, and it’s not … the gap between the pocket and plug is 2mm so i twill help but very close to the tip, no way I won’t goes in.
The physical result for the PLUG is close the 3D and doesn’t fit correctly into the POCKET.
Do you have any guidance to help me understand where I’m mistaken ??
I use the 3 axis touch probe from oneFinity , I do not expect big discrepency from it, but I’ll check it again to confirm what I’ve measured with my caliper is right and well set into the settings.
Testing with SD 3 / 3.5 is my next step, it could help furthermore I thought a gap of 2mm is too generous with a risk while gluing both parts. I’ll share the outcome asap
Did you heard about Vcarve Prism technic ??
I’m wondering if could bring notables effects…
@HeroJames did you faced some problems with these particular areas in your job ?
These lines are thin and like in my example, thery are finishing lines so I guess you might have clues to share
@Stefano not particularly. Those parts didn’t turn out to bad. They did seem quite shallow in the female but I think there was just enough meat to get a good glue up. The problem areas I ran into where on the spine of the fish. On the 3D render it showed to seem what would have been enough material cut away but there was hardly any.
Maybe because there is a wider portion that tapers to the point? My suggestion. And this could be way off. But maybe open up those vectors slightly ensuring your bit gets some good depth on the cut.
I do think the pocket is rambling like that is due to the size of your bit. With that DOC and the size of the bit it is unable to maintain the doc at that narrow potion without running into that sections wall. If that makes sense?
Ya, I adapt the vectors I detect as too critical, which open the other topic already mentionned I’m also working on : How to detect them using an auto and reliable method with either Aspire, InkScape, Illustrator or else
I won’t relay on my visual detection, in case I miss 1 or 2 then the whole project is failed.
I can’t answer your other point … what DOC means please ??
I’m playing with Aspire to dig that further, the 15deg tip 0.12mm ordered will arrive next wednesday, here is what I found, any suggestion is most welcome
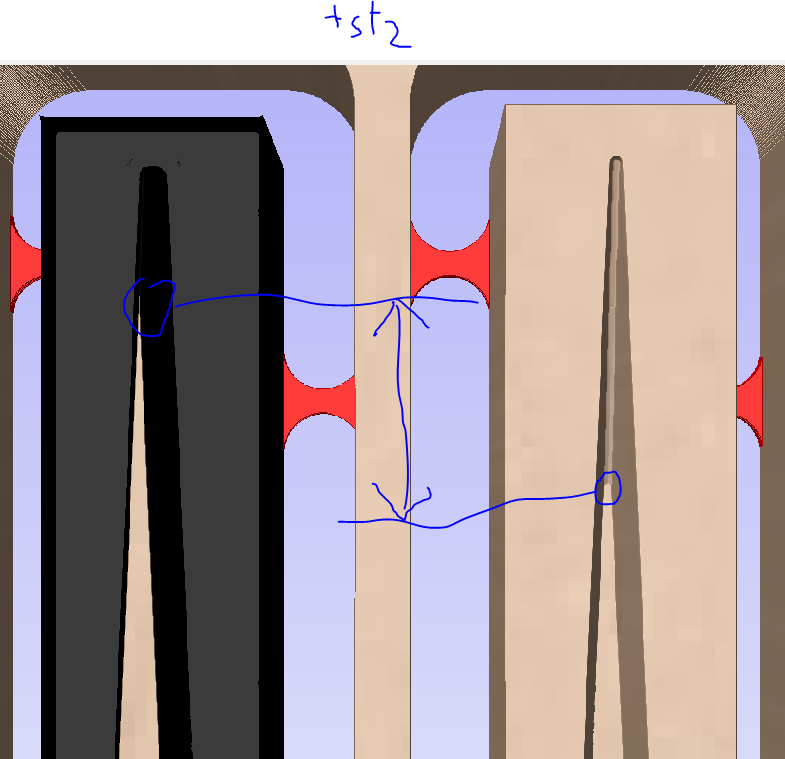
Viewing on the 3D view the position of these 2 points :
Pocket where FD leaves 4mm
Plug where Z leaves 0mm