Hi! Full discolsure: I am new to Fusion 360 CAM.
I am trying to make a drill template for my spoilboard. I plan to use it to accurately place t-nuts. So I decided to use the 1F to make the drill template.
The machine is square within a .5 pencil mark. I checked accuracy with a 1 meter precision ruler and even with magnifying glasses it appears to be spot on in both X and Y directions. I used Charlie’s Triquetra software to measure my touch plate. (Ran it 4 times and averaged the results.)
My first attempt resulted in holes that were off… Not much… but were off. I assumed I didn’t have it lined up correctly so I went to much more trouble on my second try.
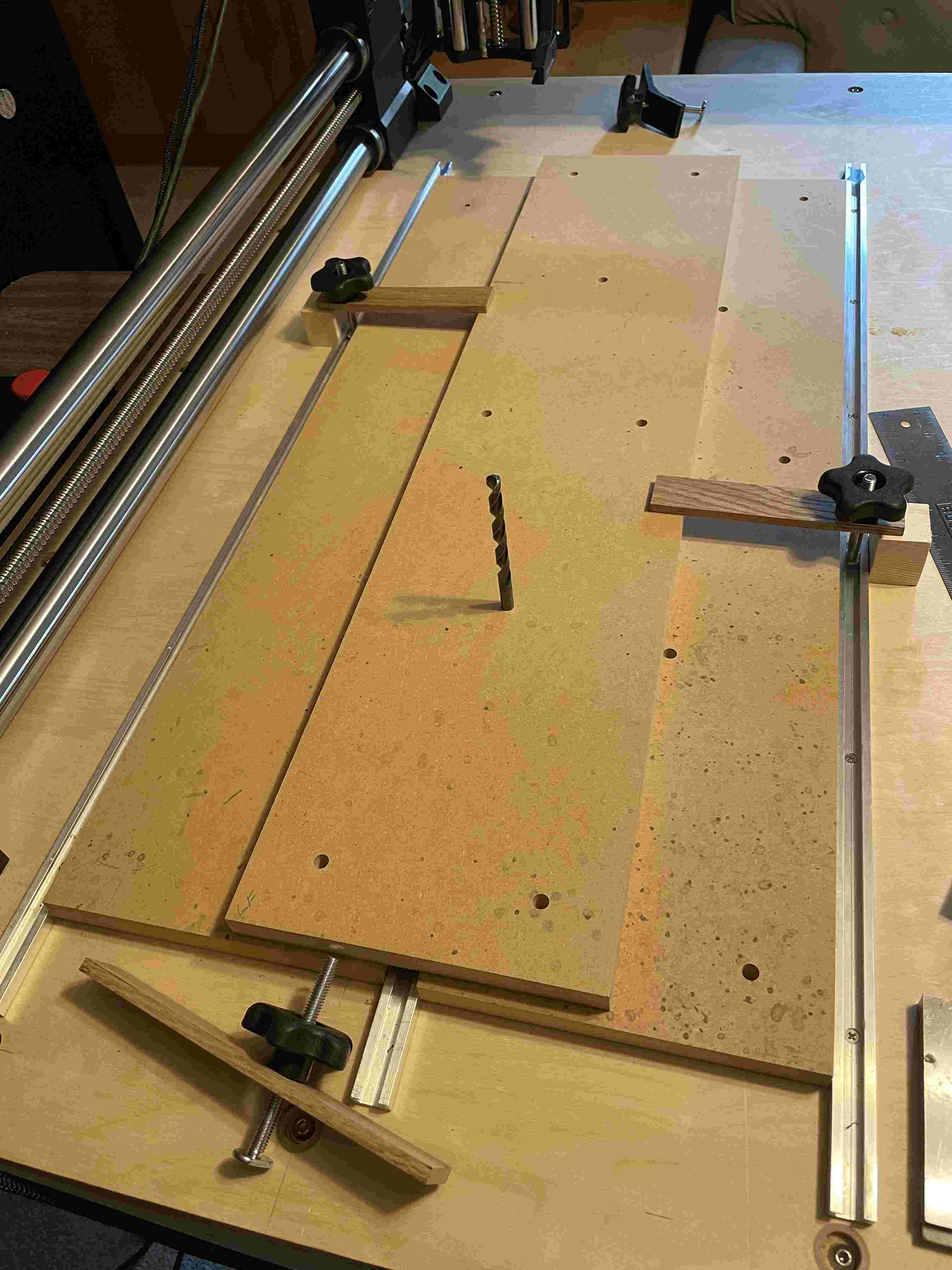
My spoil boards are 7.5" wide and have been cut very accurately. To make sure my second try to be used as the drill template was as parallel with the Y-Axis as possible, I used another spoilboard butted against the Y Rail as a guide to clamp my work piece in place.
Careful measurements afterwards showed that the board was as parallel as possible. The picture was taken after most of the clamps had been removed.
The holes are 5/16 and are quite accurate. Pushing a 5/16 drill bit into the hole actually causes a little pneumatic push back and a pop when removed.
The holes are still off. Not a lot… but too much to be used as a template. They are almost the exact same as on the first attempt.
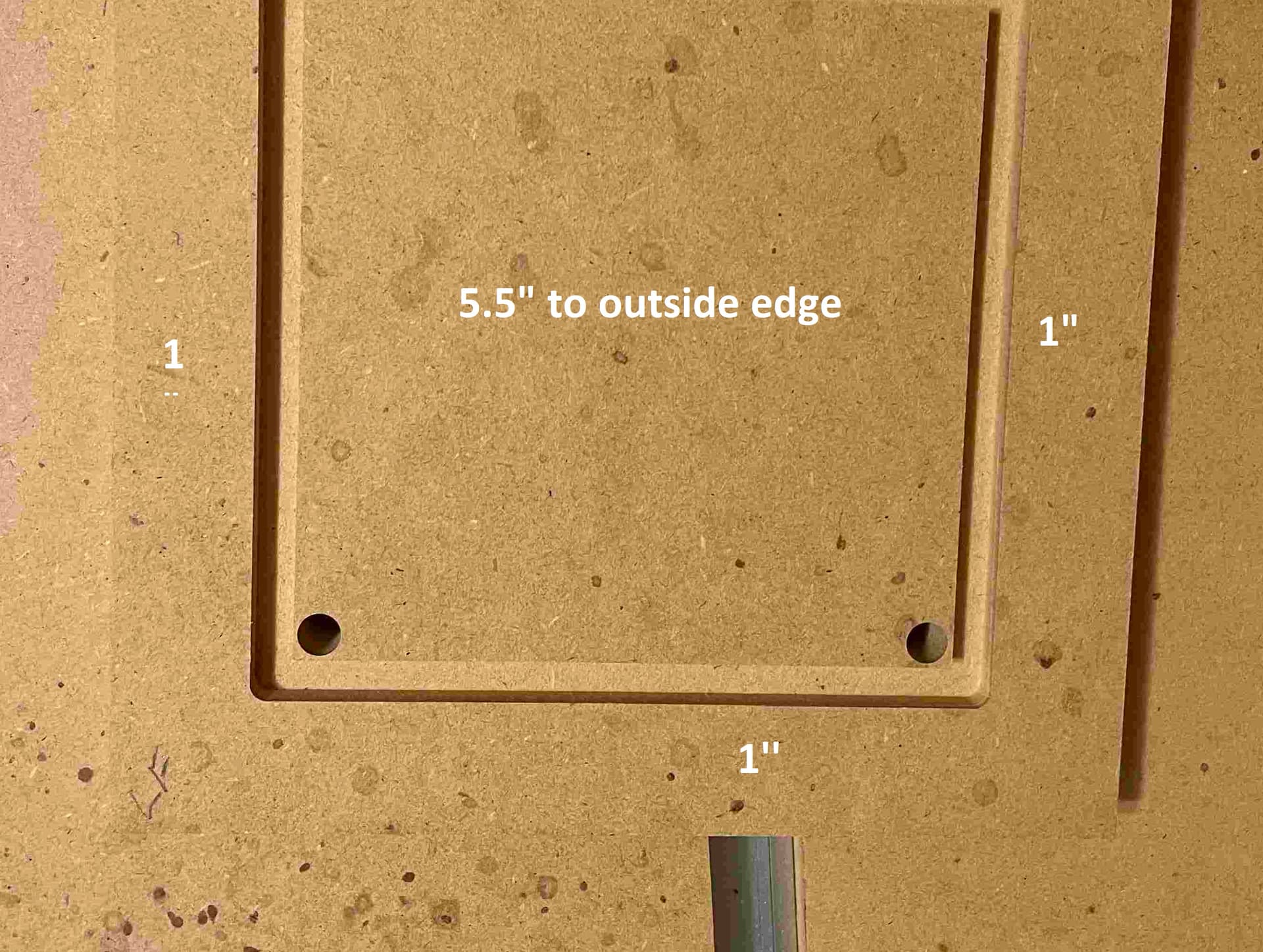
According to Fusion, the corner holes should be 34.125mm to the edge. The hole in the middle position should be centered. (91.275mm from the edge.)
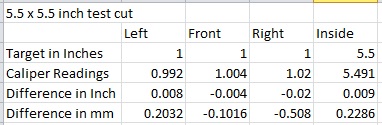
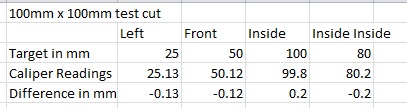
The pictures below show my measurments.
Left Side Edge

Right Side Edge

Left Side of Center

Right Side of Center

My first thought was that there was something wrong with the machine… but that doesn’t seem right because I am using a 1/4" bit to make a 5/16" hole very accurately.
One more thing: When I originally designed the Spoilboard template it was in inches. I converted it to mm in Fusion before going through the CAM steps. I found the link to the post processor on this forum.
The G-Code seems to run fine in Camotics but I couldn’t see a way of getting any dimensions as to where it would be cutting other than playing the file and trying to stop it. As best as I can tell it seems fine there.
I am sure I am just missing something. I have attached my G-Code and my Fusion file if this helps.
Thanks so much!
SB Drill Template LFO.nc (162.1 KB)
Spoilboard Drill Template v4.f3d (199.9 KB)