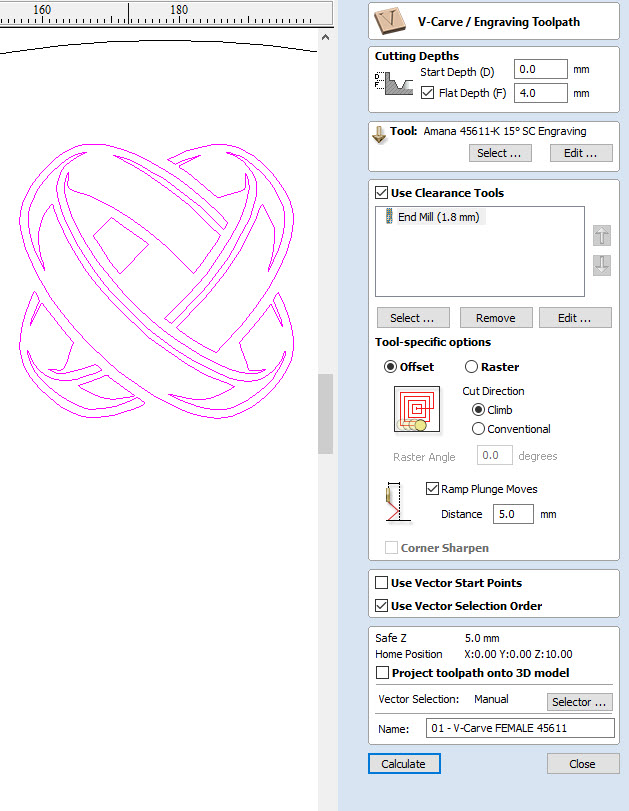
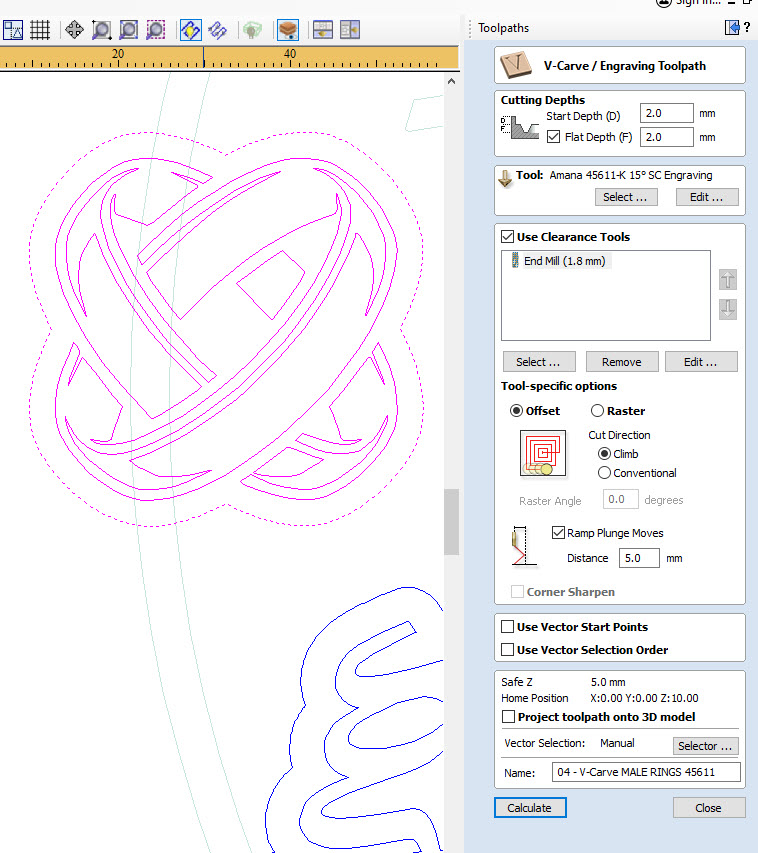
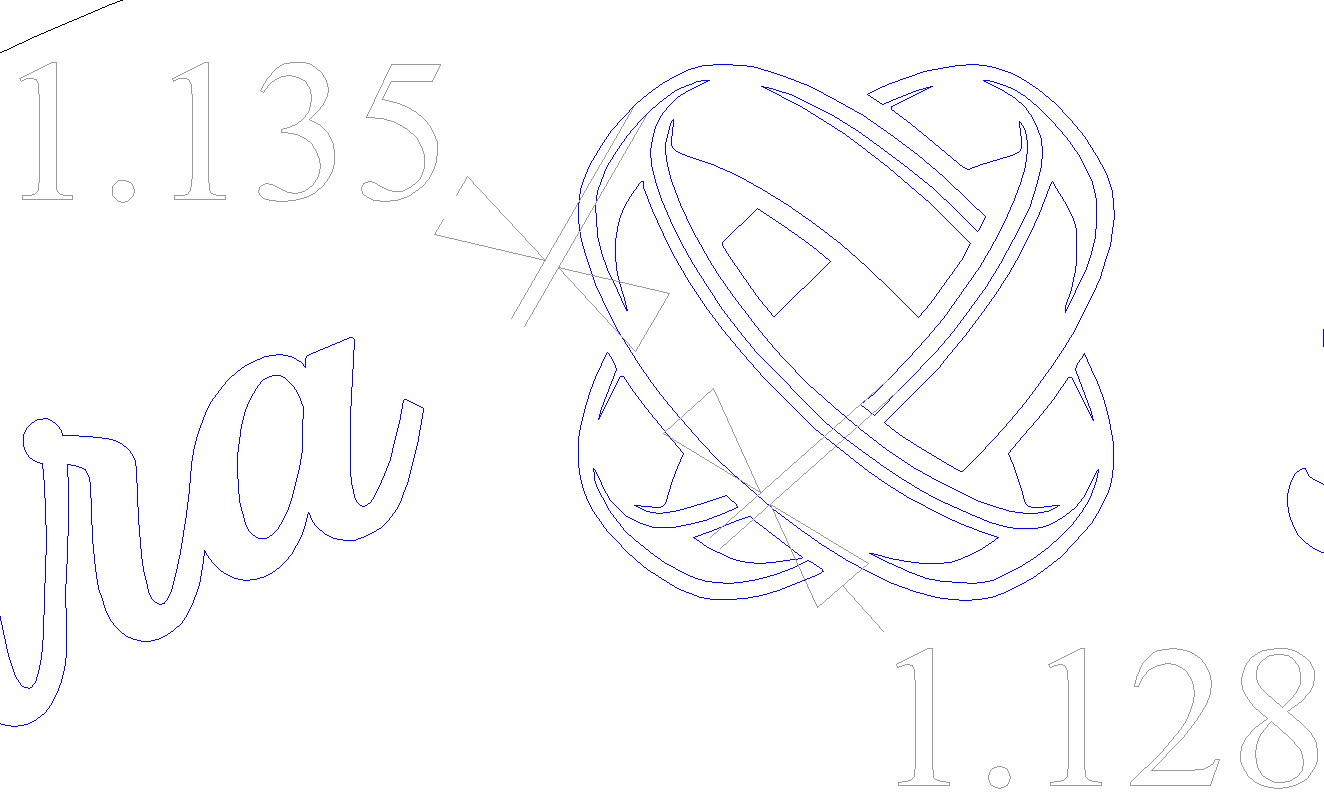
I would suggest not going so deep with the carve. I found 4mm to be the max before the side of the V-Bit starts knocking down the tips of the lines. From the images below, you can see this is a charcuterie board made from oak with a walnut inlay (I don’t like the way it turned out BTW). Vectric is showing the minimum distance of a couple of the lines to be just over 1mm. I am also including screenshots of my toolpaths.
Lastly, the type of wood made a difference for me. The harder and more dense woods stood up the best for the male carving, and if I didn’t mention it before, for the male carving, I always cut the V-Carve path FIRST, then the clearing. This gives extra support to the thin lines.
EDIT: For testing, I think I ran either 3 or 4 tests to get the depth and speeds to work and to find the Amana 45611 bit which had a notable contribution to the success. I too have access to Illustrator/Photoshop, but did all of these vectors inside V-Carve Pro. I did have to get into node editing to make the text not overlap, but did not really touch the graphic for the rings which I just found online somewhere.