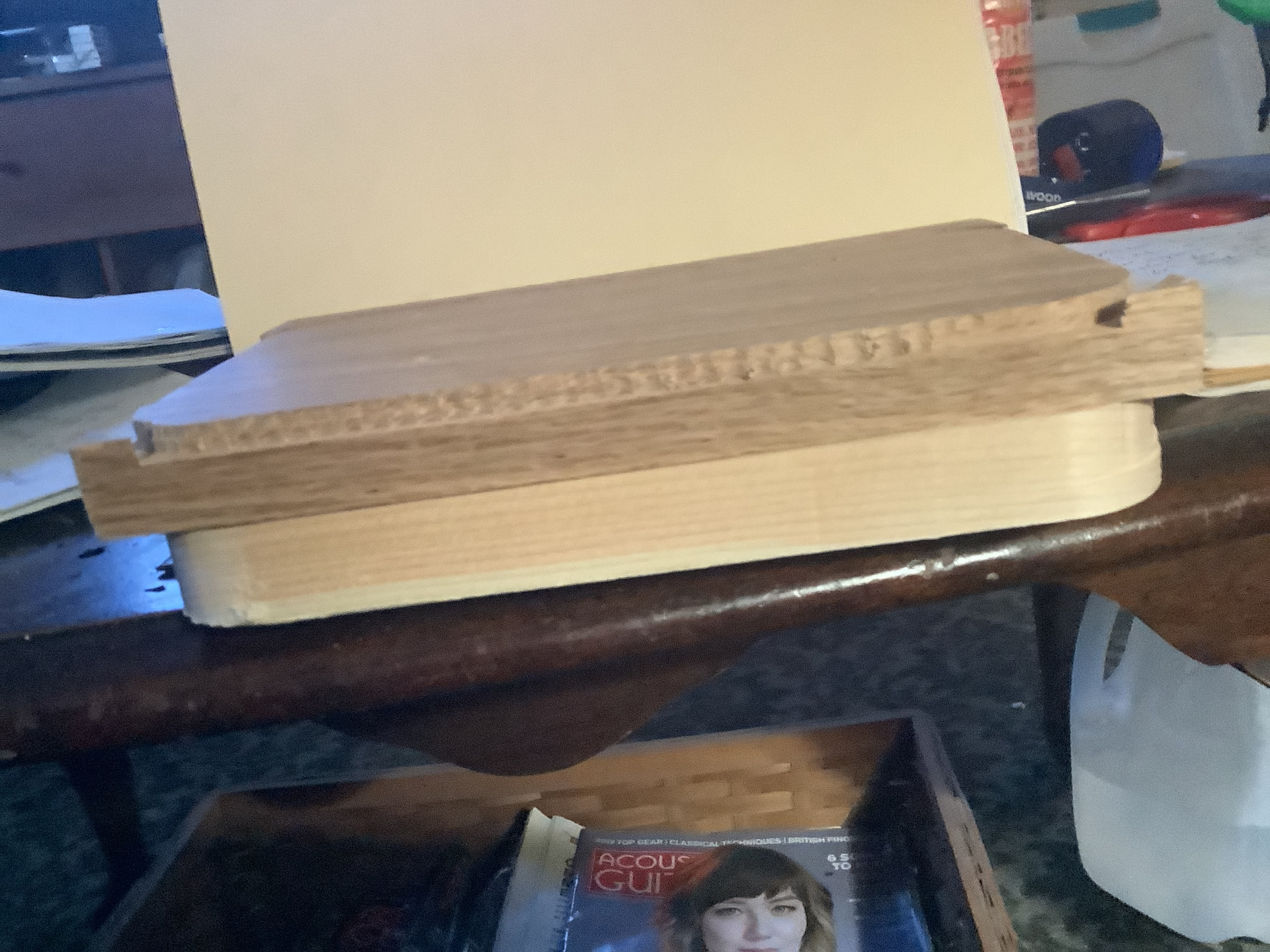
Two milling attempts, same program, same afternoon, same downcut endmill. Top made in red oak, bottom made in pine, hard wood vs soft wood. I suspect the red oak board was the victim of chatter. Ive read about chatter but never seen an example online. It would help me solve the problem if I could get conformation that chatter is causing it.
Thanks and happy new year all.
Thanks for your replies. Specs and parameters are as follows:
I’m using a 1/4" Jenny down cut end mill (2 flutes) . RPM 15000, IPM 100, Cut Depth .748 with Pass Depth of .0125.
Step Over is 40% (.1"). .0033 Chip Load, 60"/minute Plunge Rate, 1.5" length of endmill
Conventional Cutting, Makita Router, I’m screwing material to waste board
I don’t know what axial and radial DOCs are other than what has already been mentioned.
So if I read your first post correctly, both pieces the pine and the oak were cut with the same parameters?
If so the softer pine will offer less resistance than the oak.
Try decreasing the feedrate to say 50 IPM and increase the rpm of the router
Your settings are pretty close to what I use for hardwood with the only difference being I run 18000rpm with a quarter inch endmill and use a climb cut. Your stepover does not make a difference if you are doing a profile cut because it is going to take the full 1/4in on each pass. Hardwood requires slower feedrate and the router may require an even lower rate. I generally run about 125 in\min but I have a spindle.
I’ve seen chatter before and what you have in the picture is a whole lot more than anything I’ve ever seen - like by 10x or so.
What is the dial setting on the Makita? Though the floor is 12K I was always hard pressed to get it below 16-17K. I usually kept mine at 2 or 2.5 - which is around 18K. Anything over 4 and it would vibrate the wood off the table.
All that said, your cut parameters are not whacky. Perhaps 80ipm would be better, I but I’m pretty sure I use 120 routinely with a 0.1 or 0.08 DOC on a 1/4” end mill.
I would ensure the z gantry is tight and everything is properly secured.
Cross grain cutting is the hardest on the machine but you’re not pushing the machine anywhere near its limit IMHO.