It my prior (non CNC) experience, walnut is not known as a “stringy” wood like, say, cedar. But when pocketing a walnut blank today (my first), I am getting long, stringy wisps of wood during each pass that constantly jammed up the dust boot. I’ve used both a 1/4 UC and 1/4 DC spiral end mill with similar results. Any ideas? My stepover is 40%, DOC is .0625, router at 16K, feed at 80ipm…
Hey John.
disclaimer, below info is specific to routing on a router table by hand, not CNC. I haven’t setup my 1F yet. 
I work almost exclusively with black walnut. If the stringiness that you’re referring to is similar to little hairs or fibers coming off the wood, as far as I’ve been able to figure out, it usually has to do with the grain coming at an odd angle to the surface being routed. Also, some pieces are more prone than others. The purplish and denser purple-reddish are worse than the chocolate brown toned black walnut, as far as the stringy/hairy outcomes from routing. I know it seems unrealistic, but I’ve found that the tones react differently over about 1000 or so kitchen tools, etc that I’ve made. I avoid the purple if I’m planning to do any intricate routing.
I suggest grabbing a different piece that is from a different tree and seeing how it reacts to your project. You may have just got your hands on a piece where the grain pattern is not ideal for your routing design.
Could be. I’ll try another walnut blank and/or another species and see if I get better results.
John ,
I wonder if moisture content may play a role. Has your walnut been dried to below 8%
Hmmm, I keep my Pine in my garage and it gets pretty hot in there… could this contribute to overdrawing the wood, and if so, will this present issues when carving?
Thanks
JENN
I cannot speak to the conditions in your garage. The key is to have your wood stable befor cutting. If the lumber was kiln dried below 8% moisture and then stored in a high humidity eviroment it will absorb moisture. The goal is to have your wood stored in the environment it will be used in. For furniture work I will bring my lumber into my shop storage area at least 2 weeks prior to using ,during this time it is cut to rough size and then stickered to allow for the lumber to stabilize . My shop is temperature controlled to similar to a home environment.
Your wood will need airflow all around the board. If you lay an unfinished piece of wood on and flat surface the odds are it will cup.
Quartered sawn lumber will help with this greatly.
Many time people are going to a big box store and buying a wide pine board. It is not kiln dried below 8% and it is typically plain sawn .if not handled properly it WILL cup…

This is quartersawn

This is plain sawn
The key is how the growth rings are oriented to the surface of the board. Look for quarter sawn when ever you buy if looking for stability. The grain pattern on the surface will be different as well.
I will stop lumber movement and stability is always a concern
David
Thank you, very informative! I typically buy select or premium pine, 12" x 3/4" in 8’ lengths. I usually quarter it and store it. This serves me well for my projects which range from 3" up to 12". I will start bringing my cuts out of the garage two weeks prior to carving and let it acclimate, so to speak.
JENN
1/4 bit at 16k rpm should be running closer to 300-320ipm for a .009 chip load of a 2 flute bit. Hardwood is recommend between .009 and .011chipload. At 80ipm you are at .003 chipload. http://informatyksiedlce.pl/_PROJECTS/feedrate_calc/
This is a simple calculator to work those speeds out.
The stringy cuts are because as the bit is advancing forward and it is not taking a big enough chip so it is shearing a piece of it in thin cuts creating strings. By increasing the forward speed you will take more chip per revolution and create individual chips.
Also depth of cut for any bit 1/4 and bigger can be equal to the diameter of the bit. So a 2flute 1/4 bit would be .25doc 16000rpm 288imp 144ppm. You can go beyond this with 2x and 3x diameter you just cut feed rate 20-25% - for depth = 2x and 40-50% - for depth = 3x tool diameter.
Moisture content is quite likely the culprit. I live in the boonies and the only non-box-store hardwood available to me is from local mills who sticker and air dry for who knows how long.
John,
What is the thickness of the material and the size of your project typically? Do you have a moisture meter?
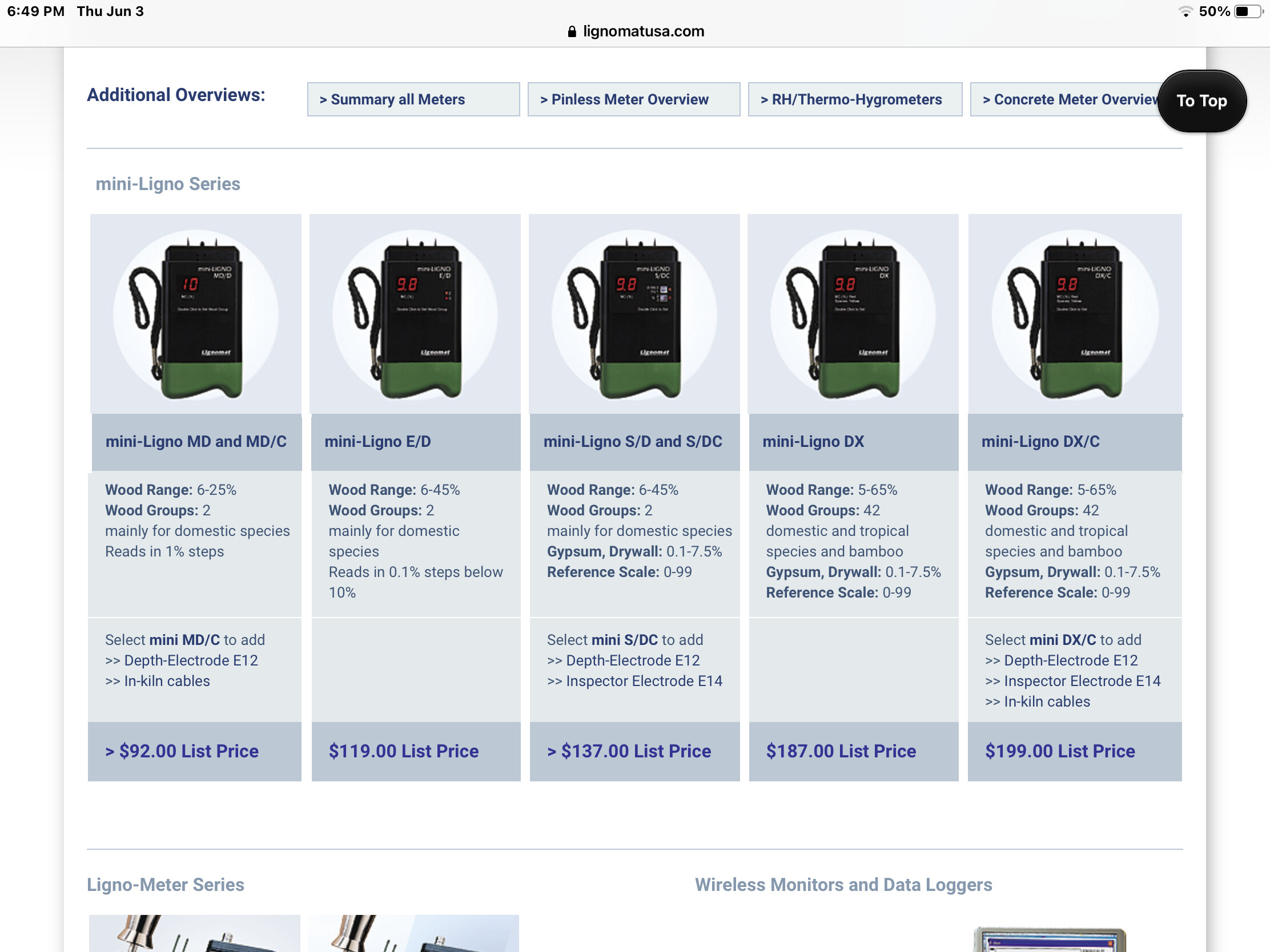
Here is a few options. I use the DX and find it very repeatable when you rough cut your material to size program the meter for the species of lumber and push it into the end grain in the middle of the board. Your goal is to be at 6 to 8%mc for furniture up to 12% mc for single board projects . When you achieve this, cut your project and seal it on all 6 surfaces.
Those strings from the wood are from running the cnc too slow. You will go through bits quickly running it too slow as well as they will dull faster running them too slowly.
I also live in the boonies in south Louisiana with 100 humidity and cut green and moist wood all the time. I also experimented with many different settings and can reproduce exactly what you are experiencing.
John,
I am not a CNC operator. It sounds like changing speed and feed rates is definitely worth a try. All of my work for the last 40 years has been in furniture making. It does not cost anything to make the changes.
Good luck making it work out . All the fun is in the doing and learning.
I did not mean to mislead.
Dave
Jdog, I from SW Louisiana, you mind sharing where you find walnut around these parts?
Deano’s hardwoods in Broussard. They have exotic and premium lumber there.
Thanks! appreciate the info
JDog - I get the chip load math, but are you actually running your Onefinity at that rate?
Shapeoko recommended rates for example are a fraction of what you quoted (mahogany .25 endmill DOC 0.1 feed 65 ipm). I’ve run my 1F in walnut at 0.09 DOC and 90 ipm…that seemed aggressive enough when I get full engagement of the endmill (no adaptive clearing here).
-Mark
I run 341ipm 157plunge on my 1/4uc 1/4dc and 1/4ballnose at .25doc. 18950rpm.
I slow it down to 152ipm 76plunge .0833doc for the 1/8uc,dc, and ballnose. same 18950rpm
I run 90ipm for 90degv and 60ipm for 60degv. but slow it down to 180000rpm.
18950rpm was the fastest the router would run without major vibration issues. I plan to upgrade to the 80mm asap to see what the machine is truly capable of.
The only down side to running this hard I have found so far is that amount of motor brush dust it generates.

I posted this a few months ago but the video may be relevant.
PS: I was not trying to sound arrogant or cocky about @jnordyke Johns issues. I truly want to help with this issue. I just spent 2 carves a month ago fighting this exact thing… long stringy wisps of wood that would wrap around the router and clog up my exhaust ports. It was frustrating until I figured it out. I would also mention that too small a stepover can cause the same thing if you push that setting too far.
I appreciate all the feedback and suggestions. For me, something is “just not right” surrounding feeds and speeds. As some have mentioned, a limiting factor can be the Makita router. 800+ watts is not the most powerful spindle out there. I cannot get anywhere near theoretical optimal chip loads…the router bogs down, or I snap a bit (twice, 1/4 end mills from a source recommended by many on this forum) before I get even half the chip loads being mentioned. Since DOC is not actually part of the chip load formula, I suppose I could pocket a 4x4 inch square 1/2 inch deep one thousandth of an inch at a time, but really???
Running the bits slower than what the chip load is rated for will causes the bits to heat up and break. You should still match chipload to rpm and use a chart.
I push mine to the limits ever day hoping to kill it. Give me a reason to buy a spindle. Everything else is just parts. JMO.