Ever since I started trying to do very long programs that required multiple days (20-80 hours total), I’ve noticed problems with Z-height changing after resuming a file. When it happens, which is almost always, It’s always significantly lower than when I stopped it, sometimes nearly 1/16”.
I am running the Elite Journeyman with stiffy, Masso, QCW, Redline spindle, and using the tool setter to automatically measure the tool on startup.
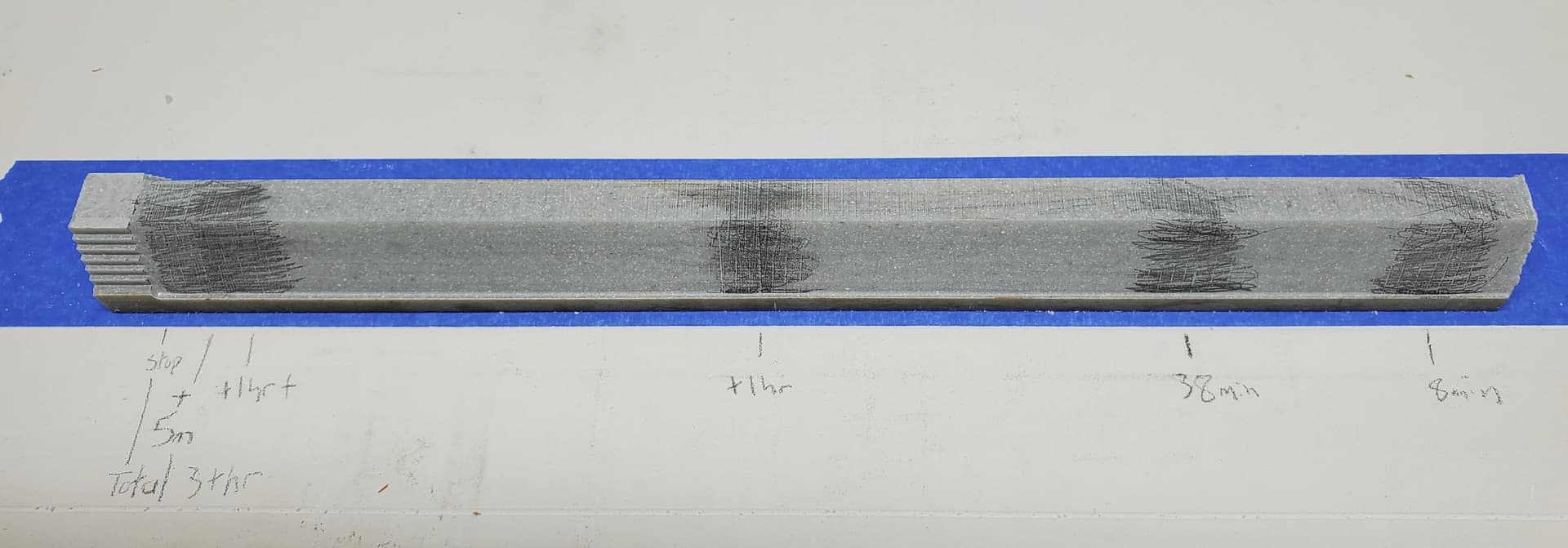
As the file runs, over 3-4 hours the Z height seems to raise up very slowly, to the point that it’s not cutting all the way through the material any more, and you can see a very gradual height gradient in the material.

I have the braking motor for the Z axis, but I’ve noticed that it always drops by maybe 3/16” every time the e-stop is hit or the machine is turned off. I figured this would be compensated for by the tool setter, so I ignored it, but maybe that’s part of the problem.
I first thought humidity / temp changes might be an issue, so I put a dehumidifier and AC unit in the shop, and started to keep it very consistent, and also swapped out my MDF spoilboard for expanded PVC, but none of this has had any effect on the issue at all. Both spoilboard and material are always surfaced before running the files as well.
Results of most recent attempt: https://www.youtube.com/shorts/iwlNHznV-8c
After installing the PVC I started this long program, ran it for 6 hours, by the end of which it wasn’t cutting through the material anymore (but weirdly, only at the edges..). Then resumed it 6 days later and the height was back down, and cutting through again. After 4 hours it wasn’t cutting through. The next day I resumed, had another height drop, though not as significant, and ran it almost until the end.
Then I tried resuming the file immediately after shutting down to see what happened, and the height dropped right away, so now I’m pretty thoroughly confused.
Any ideas? Just replace the Z motor?