Howdy folks,
I have been asked to cut out some landscape medallions/stake-toppers out of aluminum… this will be my first project out of aluminum. Any advice here would be nice. I have purchased some single fluted or 0 style bits- and I assume that the feed rate will be at least half of what I would use in hardwoods.- but I haven’t found a chart that tells me what precisely I should set the feeds and speeds at.- it is either 3/16" 0r 1/4" thick aluminum. And I am basically cutting a 2 1/2 dimension teddy bear with some 3-d effects- but the design is still to be approved. . they will be about 2 1/2" wide by 4" tall and will get welded onto a 5/16" dia x 24" long aluminum rod for some landscape light/hanging sticks for a garden path project. (this might be one of those projects that screams- just because you can- doesn’t mean you should…) Any advice? Besides “don’t do it.”
Could you provide a little bit more information about your setup? Useful info would be router vs spindle, the diameter of your bits, what kind of CAM/toolpaths you plan on using/have access to. The alloy of aluminum could also be helpful if you have it.
Machining aluminum is very doable, so no worries there. I’m sure we can find a basic recipe for you to work from.
Thank you for responding.
I have a OneFinity Elite Journeyman with a 2.2 spindle. I have an 1/8” single flute and a 1/4” single flute as well as a seris of double fluted bits for the finish work- 10* tapered ball nose and a couple of .1” flat nose tapered bits. The aluminum is 6061 (I believe) I have some 1/8” 3/16” and 1/4” stock of the AL. I work with vectric Aspire V12. I was planning on using Pocket tool paths and profile tool paths- some very simple 3-d work on the body and face area of the teddy bear.
I don’t foresee any major problems- but “what you don’t know, can hurt you…” I don’t know much about CNC with AL. Will this just gum up the bits? Will it cause faults to kick-off due to hardness? Will it be a piece of cake? (Grandma’s fruitcake- hard)
Any help would be great, or a practice project that you would recommend prior to cutting the actual pieces…
David
David C Chamberlain
Owner DCC Creative Services
Using your 1/4in o-flute, this should be a conservative starting point for a contour operation.
24k rpm
0.02in depth of cut
0.002in feed/tooth (48in/min)
0.001in plunge/tooth (24in/min)
You shouldn’t experience any catastrophic issues; it will sound bad well before you actually damage anything. I’ve never clogged an o-flute endmill in 6061.
I’ve gone more aggressive than this, but I tend to work on smaller parts where the tool has less time to accelerate up to the full feedrate. If you want to go faster, try incrementing the chipload by 0.001in/tooth or the depth of cut by 0.01in. The same applies in reverse if it sounds chattery. It’s always good to do a test cut somewhere if you have the material.
Edit: also reduce your tool stick-out as much as you can to keep things rigid.
Adjust the feed rate to be slightly higher than what you use for hardwoods, typically around half to one times the tool diameter, and opt for medium to high speeds. Considering the thickness of the aluminum (3/16" or 1/4"), tailor your cutting parameters accordingly, as thicker materials may require slower feed rates and speeds. When cutting a 2 1/2-foot teddy bear with 3D effects, pay attention to detail and consider using different tools for various effects. Lastly, ensure secure welding and assembly when attaching the reliefs to the 5/16" x 24" aluminum rods for your garden pathway lighting/hanging rod project. Remember to prioritize safety by wearing appropriate personal protective equipment throughout the operation. Good luck with this exciting aluminum endeavor!
Thank you- I will work on a few pieces of scrap first - then if I don’t break all of my bits, I will go into production of the 2.5" x 4" tall garden stake toppers… . Sorry no two and a half foot bears in this garden- just the size of playing cards +,-. on top of 5/16" diameter stakes. 24" long
I’m sure xenith’s starting point is a good one, but wanted to note that some of the bit suppliers have recommended feeds and speeds for their bits, most have libraries for the major software packages.
I use a bunch of Sienci bits (Canadian eh!) and regularly reference their site:
Use your single-flute bits exclusively (double-flutes clog) with lubrication (WD-40 or alcohol mist) to prevent gumming, set feeds/speeds around 12,000 RPM and 40 IPM for 1/4" bits (adjust to produce small “C”-shaped chips, not dust), limit depth-of-cut to ≤50% bit diameter per pass, secure stock aggressively (double-sided tape + clamps) and add 0.1" tabs to profiles, rough with the 1/4" bit leaving 0.01" stock before finishing with tapered bits using light passes—always test cuts on scrap first to dial in chip formation and verify workholding.
This balances material removal, heat control, and tool longevity for your 6061 aluminum on the OneFinity.
Hi I am investigating the feasibility of cutting soft metals. I offer you this from ChatGPT.
Metals You Can Cut on a OneFinity CNC
-
Soft Metals (Best Option)
-
Aluminum (6061, 7075, 5052)
-
Brass
-
Copper
-
Bronze (softer grades)
-
Gold and Silver (jewelry thickness)
-
-
Possible but Difficult
-
Mild Steel (low carbon) – Only with very light passes and proper lubrication.
-
Stainless Steel (thin sheets) – Not recommended for thick cuts; requires very slow feeds and high rigidity.
-
-
Not Recommended
- Hardened Steel, Tool Steel, or Titanium – The machine lacks the rigidity, spindle torque, and cooling to safely cut these without significant tool wear or machine strain.
Key Considerations for Metal Cutting on OneFinity
-
Spindle/Router
-
The standard Makita/DeWalt routers can cut metals but generate heat quickly.
-
A water-cooled spindle (1.5–2.2 kW) is recommended for better speed control and longevity.
-
-
Bits / End Mills
-
Use single-flute or 2-flute carbide end mills for aluminum and brass.
-
Coated bits (TiAlN or ZrN) reduce heat and chip welding.
-
-
Feeds and Speeds
-
Use very light step-downs (0.01”–0.03”).
-
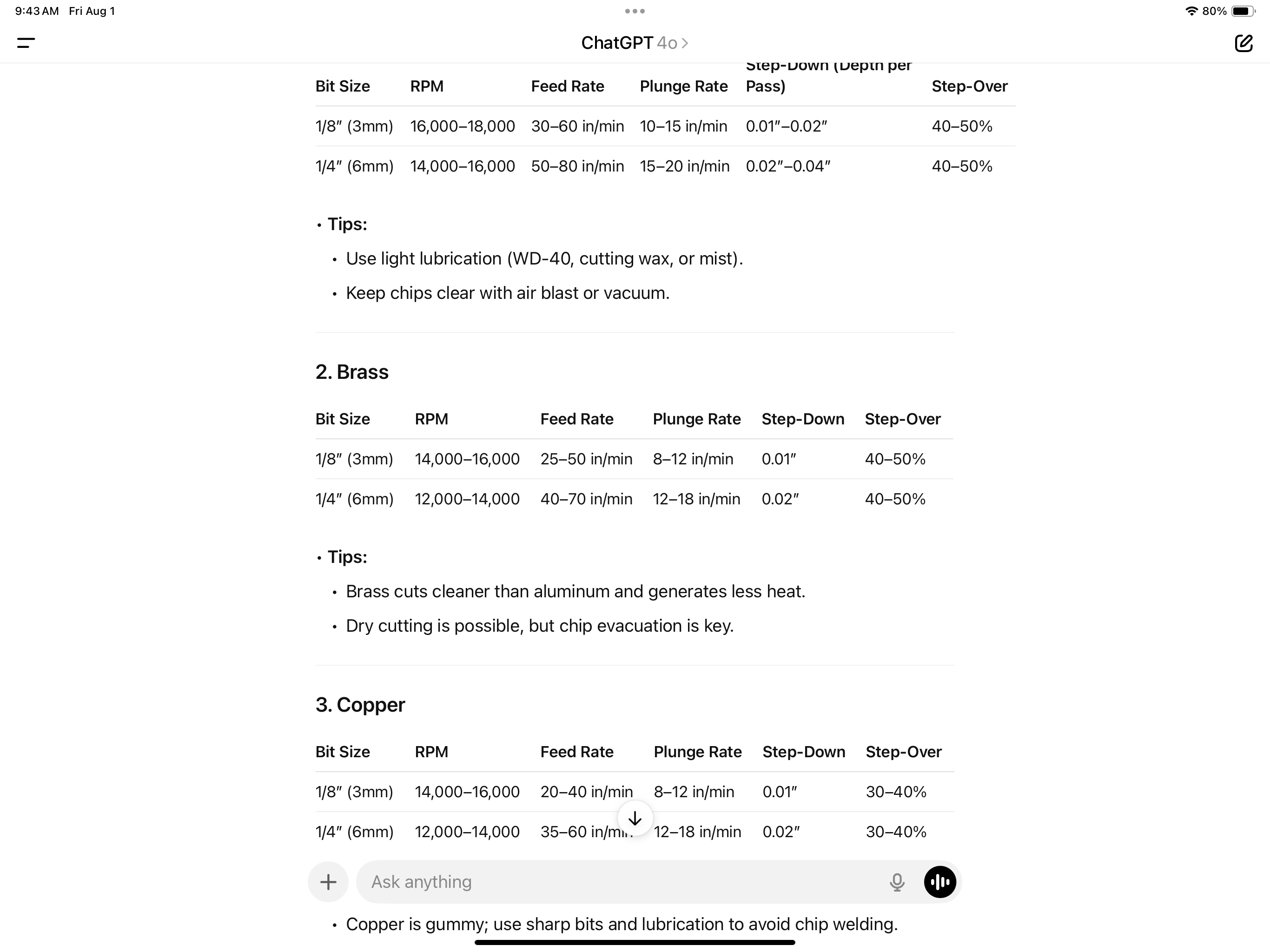
Lower feed rates (10–30 in/min for steel, 30–80 in/min for aluminum).
-
Keep spindle RPM moderate (12,000–18,000 for aluminum; slower for steel).
-
-
Workholding
-
Metals must be rigidly clamped to prevent chatter.
-
Consider a vacuum table or strong mechanical clamps.
-
-
Cooling & Lubrication
-
Use mist cooling or light oil/wax for aluminum.
-
Avoid dry-cutting steel as it will overheat the bit.
-
-
Chip Removal
- Use an air blast or vacuum to prevent chip recutting, which can break bits.
Summary
-
Ideal metals: Aluminum, brass, copper, and softer bronzes.
-
Feasible but tricky: Mild steel in thin sheets.
-
Avoid: Hardened steels and titanium.
If you plan to cut metals often, upgrading to a rigid spindle, mist cooling, and proper fixturing will greatly improve results.