I think I got it. I was just looking at some ngc files created from Vcarve and noticed the G54 command was not listed there. Is that abnormal? For example below is the code for making 4 square shaped profile cuts. I didn’t modify anything. This is what came out of vcarve.
If I recreated the exact same tool path on a different software (ie if I used Fusion 360) create a slightly different Gcode?
Thanks for the tips. Far from fully understanding everything but getting closer. Will do some experiments when I get my spoilboard rebuilt.
Vcarve post processor is therefore setup to not output it. Post processors can often be modified to get the output you want - but it does not matter generally. The onefinity control assumes G54 even if it’s not specified.
When I type out nc code by hand I don’t add a G54 either since I know the onefinity assumes it.
Yes different CAM packages output different things depending on how their post processor is setup. If post processor is new to you think of it as a template file that the Cam software uses to make the nc code look just the way you want it. ( some people do want to get it to look a certain way and some different CNC machines need it to look different )
My Fusion 360 post processor put G54 on the line after the “S” speed command.
In your case I would just type G54 ( or G55 whatever ) just before the “T1”
That makes perfect sense. One last question. well for now. Do you trust the homing feature of the 1F to always get to the exact spot every time and always use that as G54 or is it better practice to make a fixture slightly offset of the home and use a probe to designate as G54. Thanks again for all the explanations.
It depends on what tolerance you want but for me the answer is no I do not trust the homing feature to get the exact spot.
Here is the method I use when it’s important to me. ( click on the title below )
Jussi,
One more thing I think you need to be aware of.
When you set G54 or G55, etc. they are modal, meaning they will stay in effect until you shutdown or reboot.
The danger is if you have been running a program that finished off using G59 for example - then you start a new program from Vcarve that has no line for G54 or anything - you may assume the machine will default to G54. But that is not the case. G59 is still in effect. It will make whatever was set in G59 as it’s origin.
Just something to be aware of.
You could just go the the MDI and type G54 and press play. Then G54 is active.
That is why I have always wanted my post processors to specify G54 in the nc code - so I don’t have to worry about what I was playing with in the last program I ran.
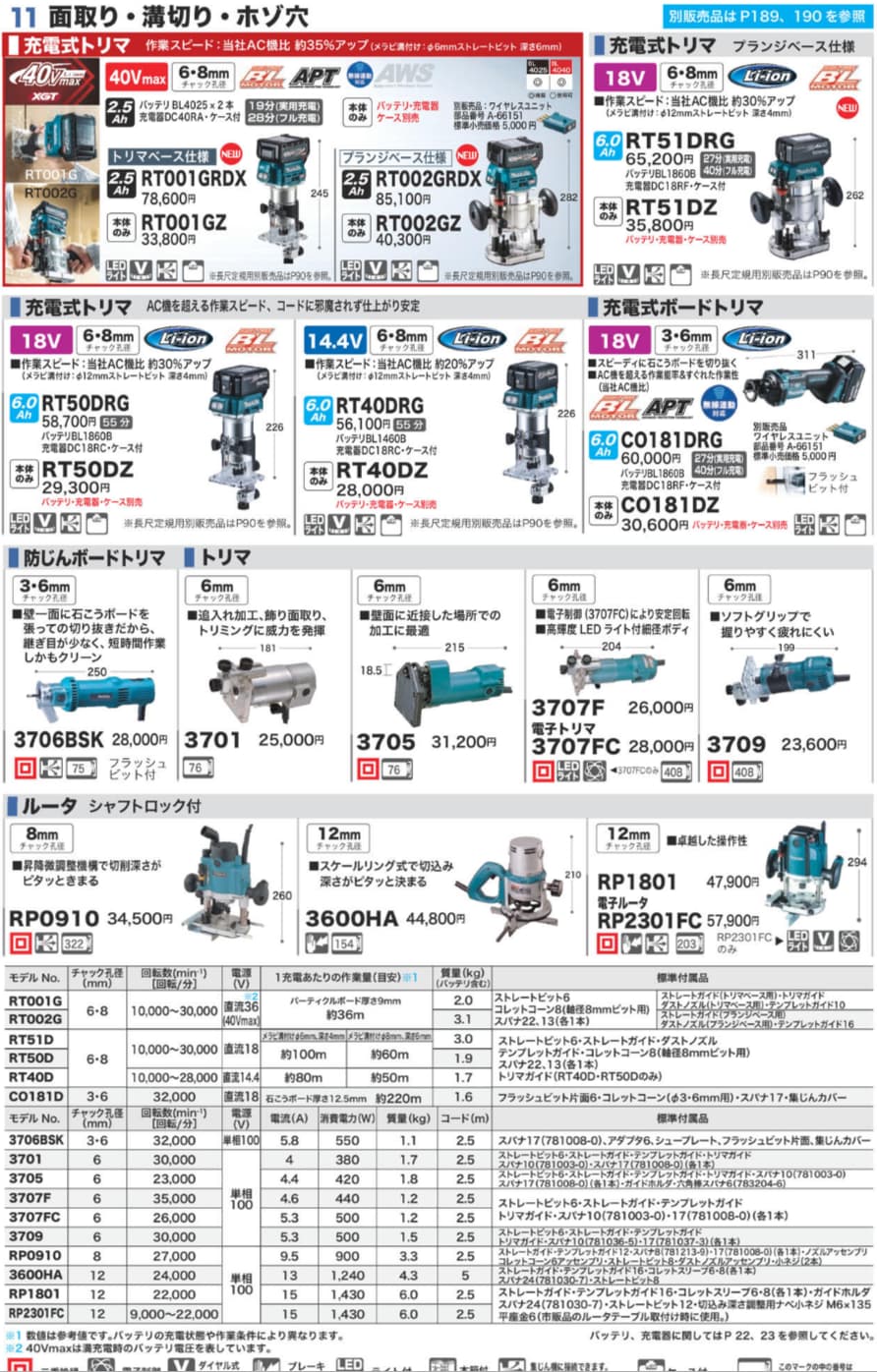
the hand trim router Makita RT070x is generally sold with a 6 mm and a 8 mm collet in the whole world, it’s only in the USA and in Canada that you get a model with an imperial ¼″ collet (and only in North and Latin America and in Japan you have girly power)
(however in Japan where 100 V domestic power is usual, there are only Makita hand trim routers without cord anymore (LiIon rechargeable battery on brushless DC motor: