I’m using Fusion 360 to design a coaster. When the job is complete on my Onefinity Foreman with a Masso controller the spindle parks at home X:0 , Y:0.
I’m trying to find a solution in the Fusion 360 software to park the spindle at another location. X: 4.33, Y:10.66 for the machine coordinates.
Everything I researched is saying add G30 in the code or add an NC program with G30 to park the spindle once the job is finished with my coordinates.
Does anyone know the simplest way to make the spindle go to a certain park location once the job is complete? I’ve already entered these coordinates in the F4 Park field on the Masso controller
If you’re just looking for a single program to do this, try scrolling to the bottom of your code, and replace the G30 line with the following 3 lines:
G53 G0 Z0
G53 G0 X4.33 Y10.66
G54
If you would like this action to be done at the end of every program you write, an update to your post processor (a .cps file found in Fusion) will be required.
As I understand it, G53 G0 Z0 raises the Z-axis fully, the next line makes a move in the X and Y axis.
If the program were written as G54 G0 Z0, then I agree, that would be living dangerously!
The G53 switches the coordinate system to the machine coordinate system, also known as machine absolute coordinates. Inputting G54 selects the part coordinate system.
If you set the parking location on the masso, you can then just add the G30 to a custom post processor, manually at the end of your gcode or use the go to parking position button on the mdi screen. If you don’t use the physical Start/Pause buttons, you could change the settings on one of them to operate as a go to park button.
To set the parking location on the Masso, it’s on the bottom of the F4 screen under all of the work offsets.
I think when programming with CAM software, programs have little need to ever use G91, and our programs are all written in G90 mode. If your going to write a program by hand, it could be easier to do so in G91.
I assumed the OP had their program in G90 mode already, so my recommended script didn’t have the G90 command built in… wouldn’t hurt to have it in I guess.
G90 G53 G0 Z0 - will switch to machine absolute mode, then traverse to position Z0.
G91 G53 G0 Z0 - will switch to machine incremental mode, then move zero inches in the Z. (The machine won’t make any movements)
G90 G54 G0 Z0 - will rapid right to wherever the Z0 position is on the workpiece. If you set your Z0 at the spoilboard, it will likely crash into your part!
G91 G54 G0 Z0 - again, will make no movements whatsoever.
In Fusion 360 I use setting in the machine definition, post processor mod not necessary.
Go to the Machine workspace, click on Machine library. Select and edit your machine. Click on Kinematics, Click on X” and set x home position. And edit Y home position .
This will generate the code:
G53 G0 Z0
G53 G0 X# Y# (where x# and y# are your set home position)
The problem I found with this is the BuildBotics simulation when loading a file. If the sum of the distance of axis work origin(WCS) and the axis home position you set is greater than your machine axis maximum, the simulation will fail. I would expect the Masso controller does not have this problem.
(I am sorry, I had a typo in the original post. Now corrected to be G53 G0 Z0 instead of the error G52 G0 Z0)
It sounds like you guys are on the right thought process for codes in the Masso. I have not fired up my Masso yet but I have been programing machine tools since the late 80’s. Been a machinist for over 40 years now. I have programed lathes and vertical machine. The machines I have programed with G code are Okuma controls and Faunic controls which from what I have seen so far are very similar to the Masso’s G code. The G53 sounds right for the machine home position. I am not sure if the G90 (absolute) is turned on with this code active or not since I have not yet turned on the Masso controller. I am very close to getting it all set up to run kinda been over thinking everything on my table build but I wanted to make sure I can get the most from the 4x4 area which includes a vertical table area. I will be in and out of this forum with updates as I figure them out as far as code goes with the Masso. I most likely will do some simple programing at first before I get into the programing software. That’s how I have programed most of my career is manually not with software. But I can see I will have to learn one of the software out there. Carveco most likely will be my first one since the Elite came with a free 1 year prescription.
I’m able to park it where I want as long as I’m basing off the machine coordinates. Here is the last few lines of code that set my Elite Foreman to the center of my table when done with the job, and raises the spindle to its top height. This also powers down the machine.
I totally agree with Mark.
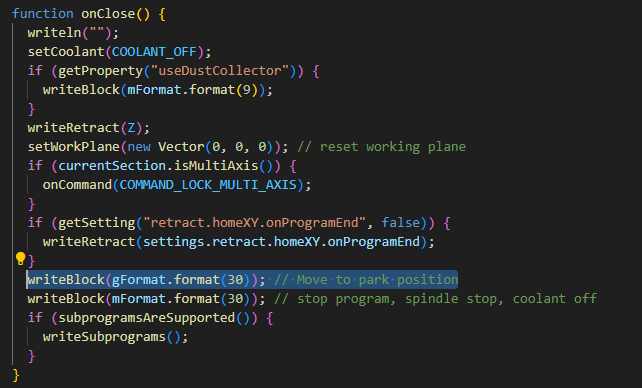
In my case I modified the fusio360 post processor, “masso.cps” file. You have to find the "function onClose() " part. There you add the G30 command just before the M30 command line. In my case this looks like this, see line 805:
Also adjust in the masso controller the parking location. (That’s already somewhere explained in this thread)