I have used lightburn for lasers in the past, but am trying to utilize Vcarve. I’m using the non-module version of the post-processor given on the Jtech website, and using a jtech 14 watt.
Should the spindle speed be altered in Vcarve to 1000 as well? The older walkthrough that Jtech had showed 255 as the max at the time, but it was an older pictorial. I had been using 255 and a bit stumped at why my cutting attempts were going so poorly until I remembered that the S value in Lightburn was 1000 now.
I altered a gcode file to change the s value to 1000 and successfully cut my piece as desired, but I wanted to make sure this wasn’t deleterious to the health of my laser (any moreso than normal use at 100% may be). But what was taking 5 or 6 passes with the lightburn generated gcode was not cutting with 30 on the vcarve generated gcode (with speed/rpm/laser power/whatever set to 255), so I assume I am on the right track?
It would be easy to check against gcode from lightburn but the phrasing in the generated code is written differently between the two, so this is just a sanity check… My results now are better than they were with lightburn, but I’m also dropping my z down to continue adjusting focus on my vcarve practice cuts, so I expect it to perform a bit better. I’m seriously impressed at how quick it’s getting through the 3/8 hardwood stock I had set aside. Maybe not impressed enough to go buy a 24w, but getting there…
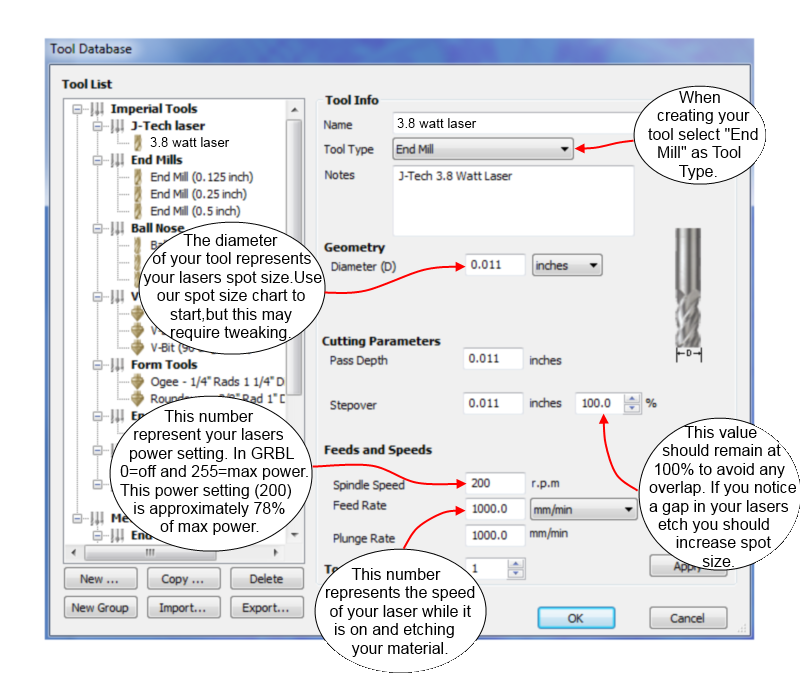
Here is the older Jtech image I was referring to as well for reference. It is for GRBL so I suppose I may have been misunderstanding to begin with. I just don’t want to explode my laser by forcing it to use more power than it should- in the unlikely event that that is even possible.