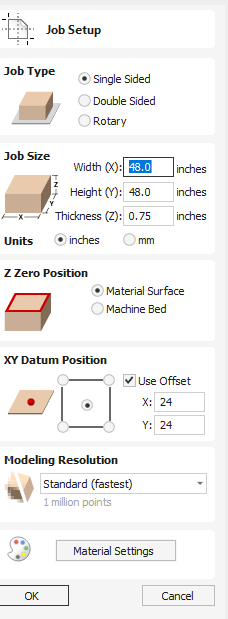
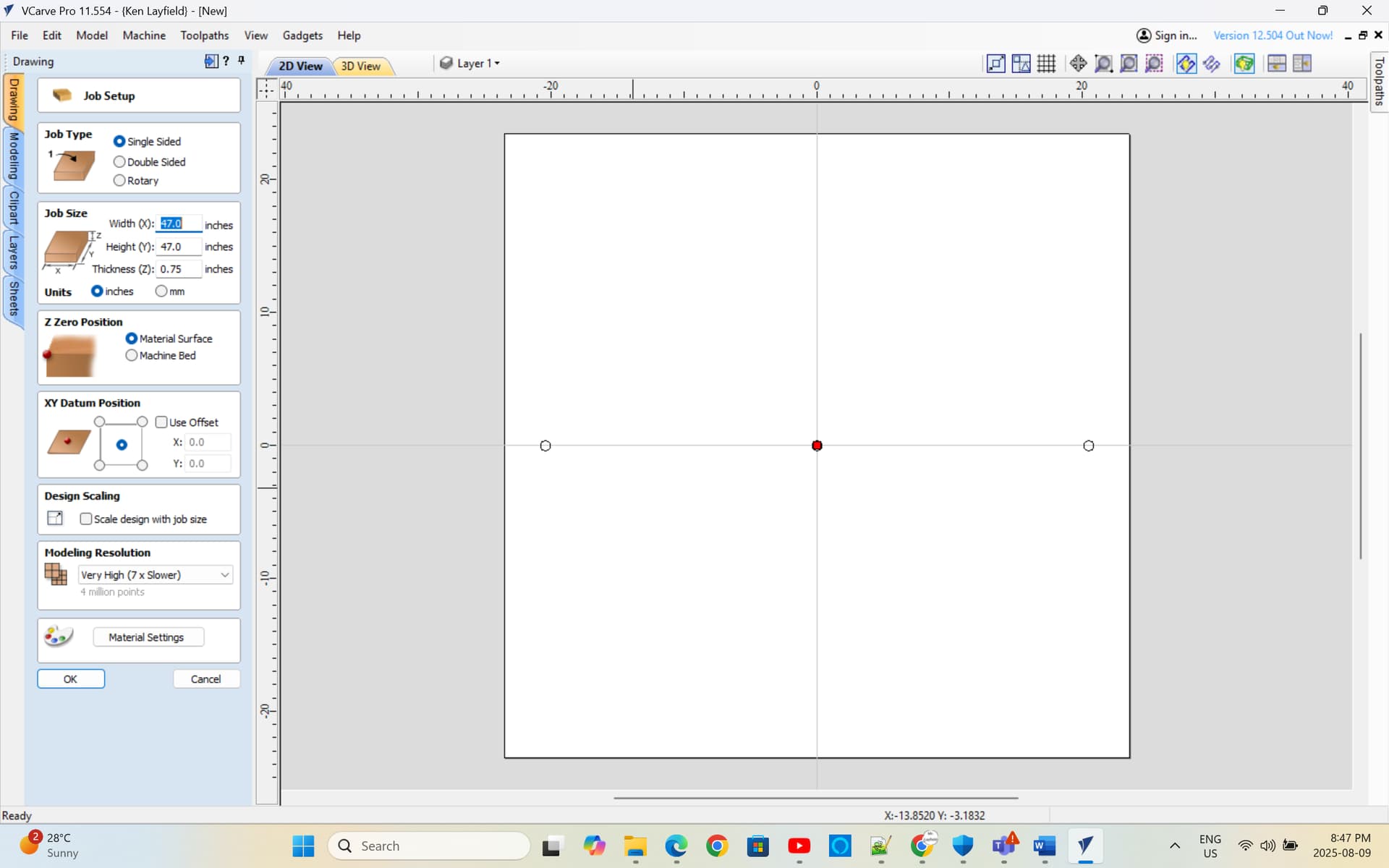
I am trying to be a fist time user of Elite Foreman, having trouble with the B Hard Limit Alert. I am running a job to setup my spoil board with screw hole and threaded inserts. I created the job in Vectric Vcarve Pro.
I have no issues jogging the machine all around the table. I have gone through the normal job setup procedures, Home Machine, set X, Y and Z, I wanted to do a dry run first so I went to MDI and selected Dry Run, Loaded File, move my machine to roughly the middle of the table, hit Rewind, hit Cycle Start(asks to load Bit), the machine jogs to the bottom left corner, then moves about 2 inches towards the first hole then triggers the B Hard Limit Alert.
G Code:
(VECTRIC POST REVISION)
(75AB5F8389AD6D58DFBB85F299EC2A67)
( Screw Holes_1-2-Screw Pocket 1_8 UC )
( File created: Saturday August 09 2025 - 10:13 AM)
( for Masso from Vectric)
( Material Size)
( X= 48.000, Y= 48.000 ,Z= 0.750)
()
(Toolpaths used in this file:)
(Screw Pocket 1/8 UC)
(Screw Holes 1/8 UC)
(Tools used in this file: )
(1 = UC2175 - Upcut - 1/8"x 3/4" )
N14 G00
N15 G20
N16 G17
N17 G90
N18 G80
N19 M08
(UC2175 - Upcut - 1/8"x 3/4" )
N21 T1 M06
N22 G00 Z0.8000
N23 S18000 M03
(Toolpath:- Screw Pocket 1/8 UC)
()
N26 G94
N27 G00 X0.0000Y0.0000
N28 G00 X2.5000 Y1.2500
N29 G00 X2.5000 Y1.2500 Z0.2000
N30 G1 X2.5000 Y1.2500 Z-0.4375 F35.0
N31 G00 X2.5000 Y1.2500 Z0.2000
N32 G00 X2.5000 Y16.4100 Z0.2000
N33 G1 X2.5000 Y16.4100 Z-0.4375 F35.0
N34 G00 X2.5000 Y16.4100 Z0.2000
N35 G00 X2.5000 Y31.5700 Z0.2000
N36 G1 X2.5000 Y31.5700 Z-0.4375 F35.0
N37 G00 X2.5000 Y31.5700 Z0.2000
N38 G00 X2.5000 Y46.7300 Z0.2000
N39 G1 X2.5000 Y46.7300 Z-0.4375 F35.0
N40 G00 X2.5000 Y46.7300 Z0.2000
N41 G00 X16.8500 Y46.7300 Z0.2000
N42 G1 X16.8500 Y46.7300 Z-0.4375 F35.0
N43 G00 X16.8500 Y46.7300 Z0.2000
N44 G00 X16.8500 Y31.5700 Z0.2000
N45 G1 X16.8500 Y31.5700 Z-0.4375 F35.0
N46 G00 X16.8500 Y31.5700 Z0.2000
N47 G00 X16.8500 Y16.4100 Z0.2000
N48 G1 X16.8500 Y16.4100 Z-0.4375 F35.0
N49 G00 X16.8500 Y16.4100 Z0.2000
N50 G00 X16.8500 Y1.2500 Z0.2000
N51 G1 X16.8500 Y1.2500 Z-0.4375 F35.0
N52 G00 X16.8500 Y1.2500 Z0.2000
N53 G00 X31.2000 Y1.2500 Z0.2000
N54 G1 X31.2000 Y1.2500 Z-0.4375 F35.0
N55 G00 X31.2000 Y1.2500 Z0.2000
N56 G00 X31.2000 Y16.4100 Z0.2000
N57 G1 X31.2000 Y16.4100 Z-0.4375 F35.0
N58 G00 X31.2000 Y16.4100 Z0.2000
N59 G00 X31.2000 Y31.5700 Z0.2000
N60 G1 X31.2000 Y31.5700 Z-0.4375 F35.0
N61 G00 X31.2000 Y31.5700 Z0.2000
N62 G00 X31.2000 Y46.7300 Z0.2000
N63 G1 X31.2000 Y46.7300 Z-0.4375 F35.0
N64 G00 X31.2000 Y46.7300 Z0.2000
N65 G00 X45.5500 Y46.7300 Z0.2000
N66 G1 X45.5500 Y46.7300 Z-0.4375 F35.0
N67 G00 X45.5500 Y46.7300 Z0.2000
N68 G00 X45.5500 Y31.5700 Z0.2000
N69 G1 X45.5500 Y31.5700 Z-0.4375 F35.0
N70 G00 X45.5500 Y31.5700 Z0.2000
N71 G00 X45.5500 Y16.4100 Z0.2000
N72 G1 X45.5500 Y16.4100 Z-0.4375 F35.0
N73 G00 X45.5500 Y16.4100 Z0.2000
N74 G00 X45.5500 Y1.2500 Z0.2000
N75 G1 X45.5500 Y1.2500 Z-0.4375 F35.0
N76 G00 X45.5500 Y1.2500 Z0.2000
N77 S18000 M03
(Screw Holes 1/8 UC)
()
N80 G00 X2.5000 Y31.5700 Z0.2000
N81 G1 X2.5000 Y31.5700 Z-0.8000 F35.0
N82 G00 X2.5000 Y31.5700 Z0.2000
N83 G00 X2.5000 Y46.7300 Z0.2000
N84 G1 X2.5000 Y46.7300 Z-0.8000 F35.0
N85 G00 X2.5000 Y46.7300 Z0.2000
N86 G00 X16.8500 Y46.7300 Z0.2000
N87 G1 X16.8500 Y46.7300 Z-0.8000 F35.0
N88 G00 X16.8500 Y46.7300 Z0.2000
N89 G00 X31.2000 Y46.7300 Z0.2000
N90 G1 X31.2000 Y46.7300 Z-0.8000 F35.0
N91 G00 X31.2000 Y46.7300 Z0.2000
N92 G00 X31.2000 Y31.5700 Z0.2000
N93 G1 X31.2000 Y31.5700 Z-0.8000 F35.0
N94 G00 X31.2000 Y31.5700 Z0.2000
N95 G00 X16.8500 Y31.5700 Z0.2000
N96 G1 X16.8500 Y31.5700 Z-0.8000 F35.0
N97 G00 X16.8500 Y31.5700 Z0.2000
N98 G00 X45.5500 Y31.5700 Z0.2000
N99 G1 X45.5500 Y31.5700 Z-0.8000 F35.0
N100 G00 X45.5500 Y31.5700 Z0.2000
N101 G00 X45.5500 Y46.7300 Z0.2000
N102 G1 X45.5500 Y46.7300 Z-0.8000 F35.0
N103 G00 X45.5500 Y46.7300 Z0.2000
N104 G00 X45.5500 Y16.4100 Z0.2000
N105 G1 X45.5500 Y16.4100 Z-0.8000 F35.0
N106 G00 X45.5500 Y16.4100 Z0.2000
N107 G00 X45.5500 Y1.2500 Z0.2000
N108 G1 X45.5500 Y1.2500 Z-0.8000 F35.0
N109 G00 X45.5500 Y1.2500 Z0.2000
N110 G00 X31.2000 Y1.2500 Z0.2000
N111 G1 X31.2000 Y1.2500 Z-0.8000 F35.0
N112 G00 X31.2000 Y1.2500 Z0.2000
N113 G00 X31.2000 Y16.4100 Z0.2000
N114 G1 X31.2000 Y16.4100 Z-0.8000 F35.0
N115 G00 X31.2000 Y16.4100 Z0.2000
N116 G00 X16.8500 Y1.2500 Z0.2000
N117 G1 X16.8500 Y1.2500 Z-0.8000 F35.0
N118 G00 X16.8500 Y1.2500 Z0.2000
N119 G00 X16.8500 Y16.4100 Z0.2000
N120 G1 X16.8500 Y16.4100 Z-0.8000 F35.0
N121 G00 X16.8500 Y16.4100 Z0.2000
N122 G00 X2.5000 Y16.4100 Z0.2000
N123 G1 X2.5000 Y16.4100 Z-0.8000 F35.0
N124 G00 X2.5000 Y16.4100 Z0.2000
N125 G00 X2.5000 Y1.2500 Z0.2000
N126 G1 X2.5000 Y1.2500 Z-0.8000 F35.0
N127 G00 X2.5000 Y1.2500 Z0.2000
N128 G00 Z0.8000
N129 G00 X0.0000 Y0.0000
N130 M09
N131 M30
%