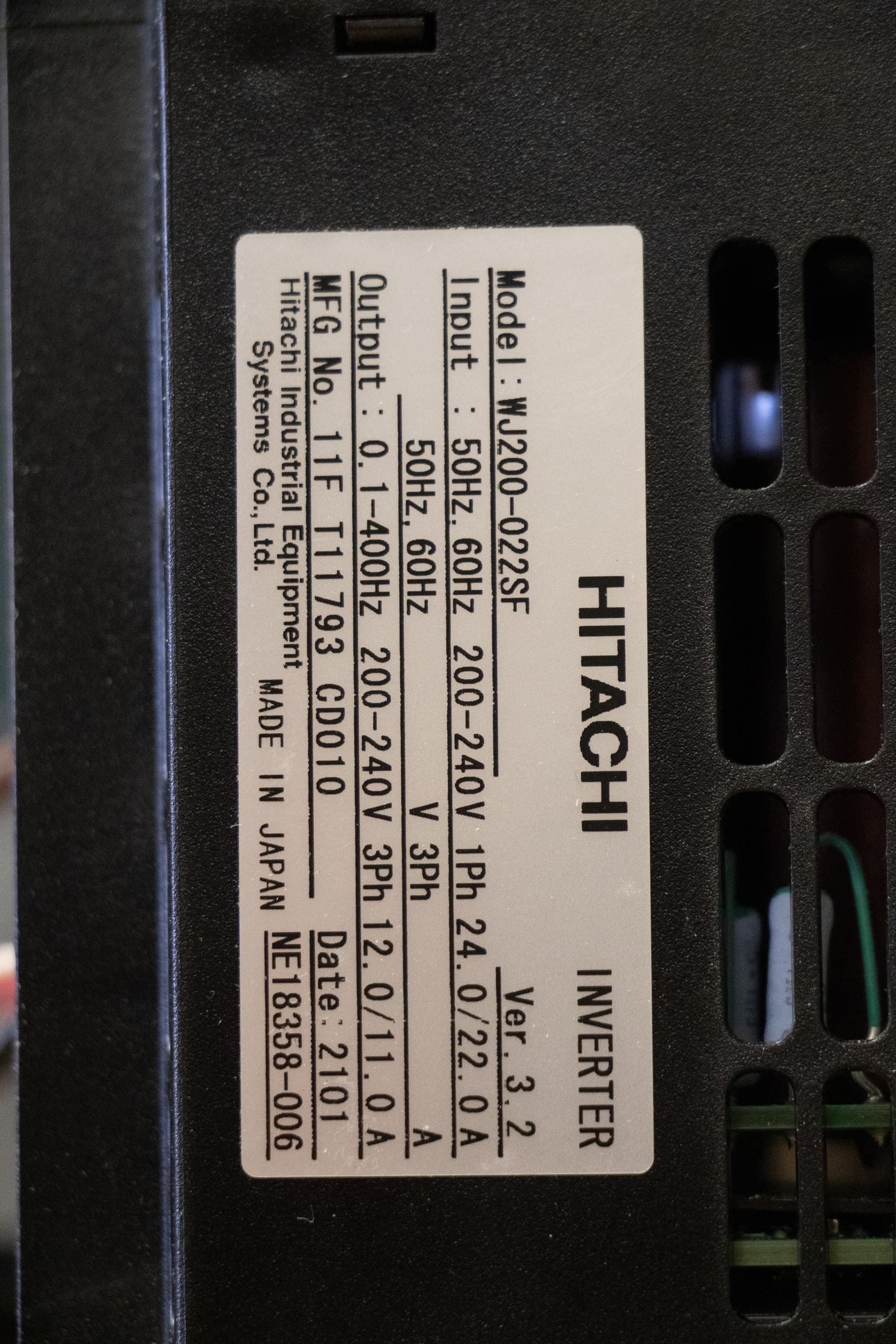
I recently upgraded my spindle to a 2.2kw 80mm spindle and a new VFD. Decided on the Hitachi WJ200-022SF. My main reason for choosing this is to take advantage of Sensorless Vector Control - a means to get greater torque at lower speeds. This isn’t available on the cheaper HY VFDs that are common on eBay and Amazon.
The manual is much better than the HY ones - but there are not as many youtube videos that walk through the setup. Fortunately going through a HY install first made the 2nd one a lot easier.
Here are the main settings I had to adjust for my setup:
1. B031 = 10 (to access all menus)
2. A001 - 03 = ModBus network
3. A002 - 03 = ModBus Network run control
4. A004 - 400 (max hz)
5. A003 - 400 (base freq)
6. A082 - 220V (motor volts)
7. B012 - Current limit (7.6a for my motor)
8. B083 - 10kz Carrier Freq
9. B165 - 00 (Trip on control loss)
10. H003 - 2.2 (capacity)
11. H004 - 2 (poles)
To set up the SVC, the VFD will auto-tune itself if you follow these steps:
1. A044 - 3 (SVC)
2. H001 - enable auto-tuning
3. Hit run, and it will auto-tune, showing "0" when completed
4. H002 - 2 Activate SVC tuning
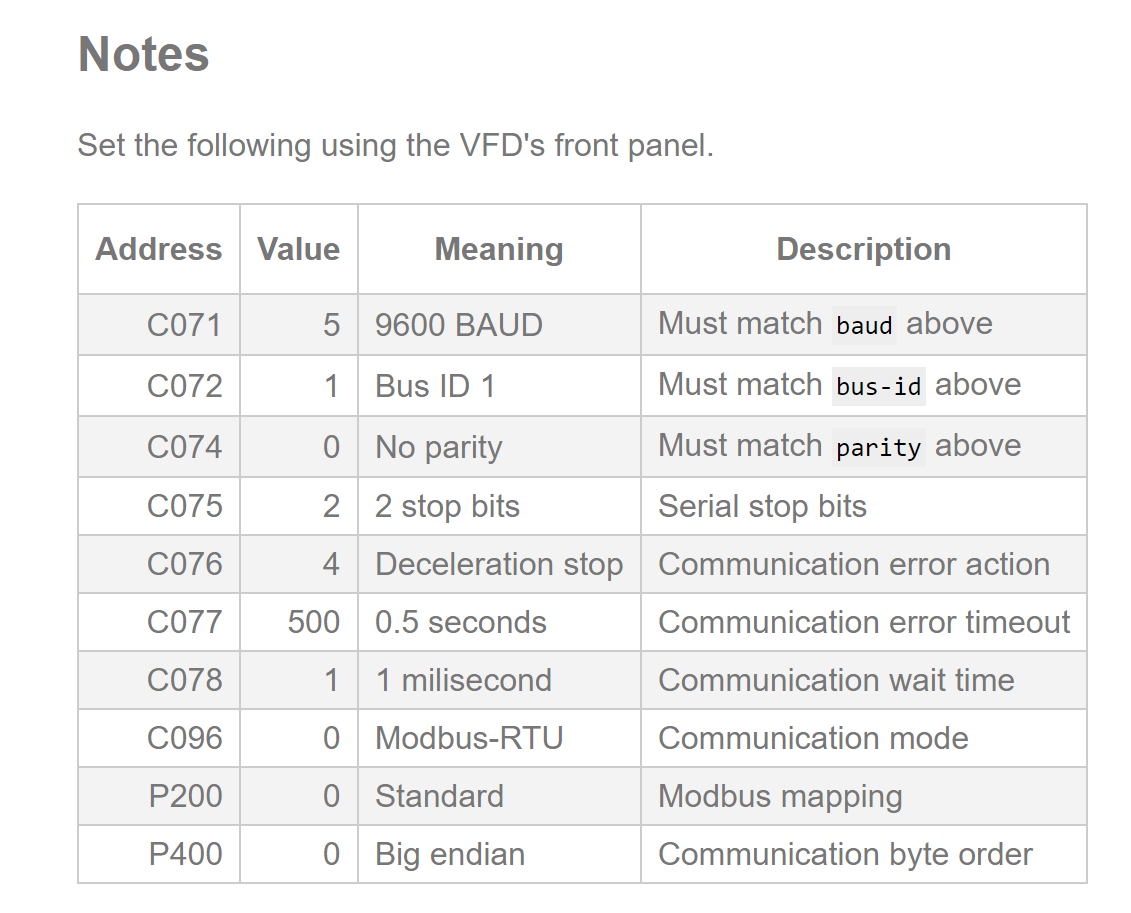
Setting up RS485 to the OneFinity was fairly easy, used the following:
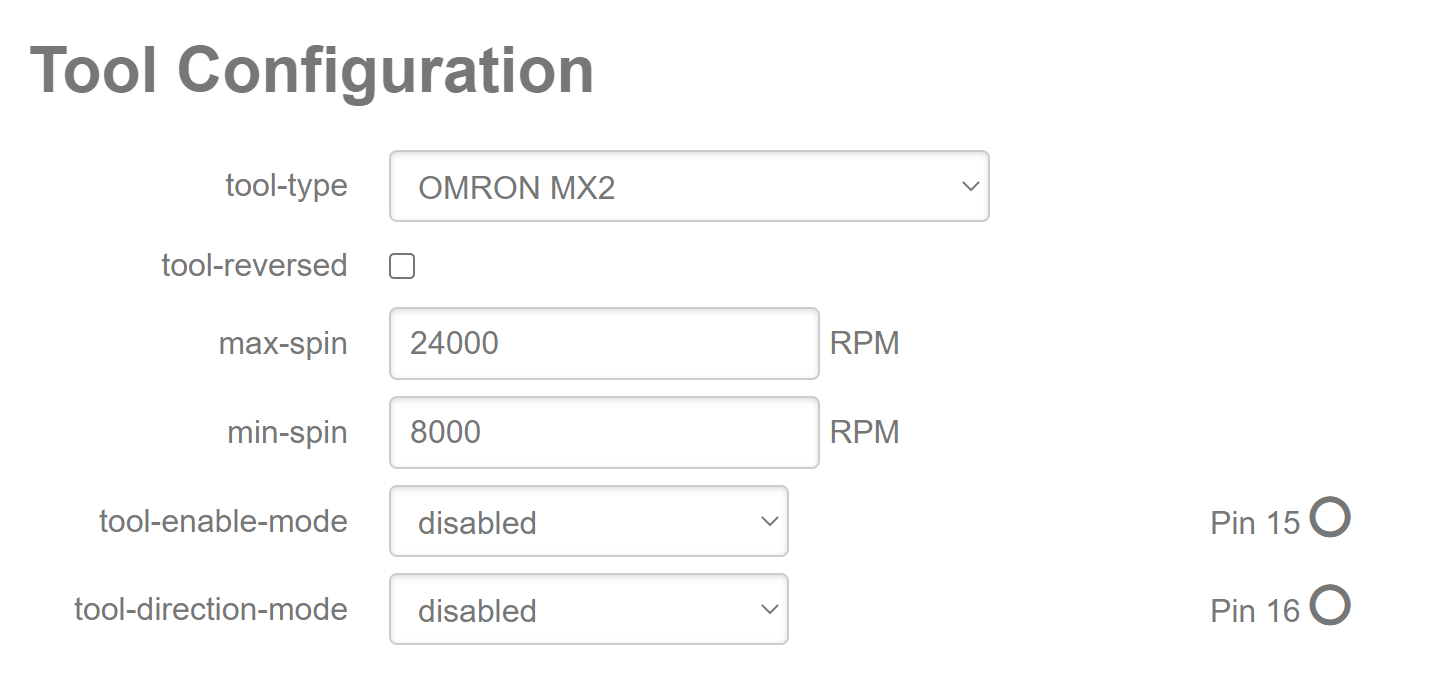
Then, the Onefinity doesn’t list “Hitachi” as a VFD option - but the Omron MX2 is actually a re-badged Hitachi, so it’s setup worked. Here are the 1F settings:
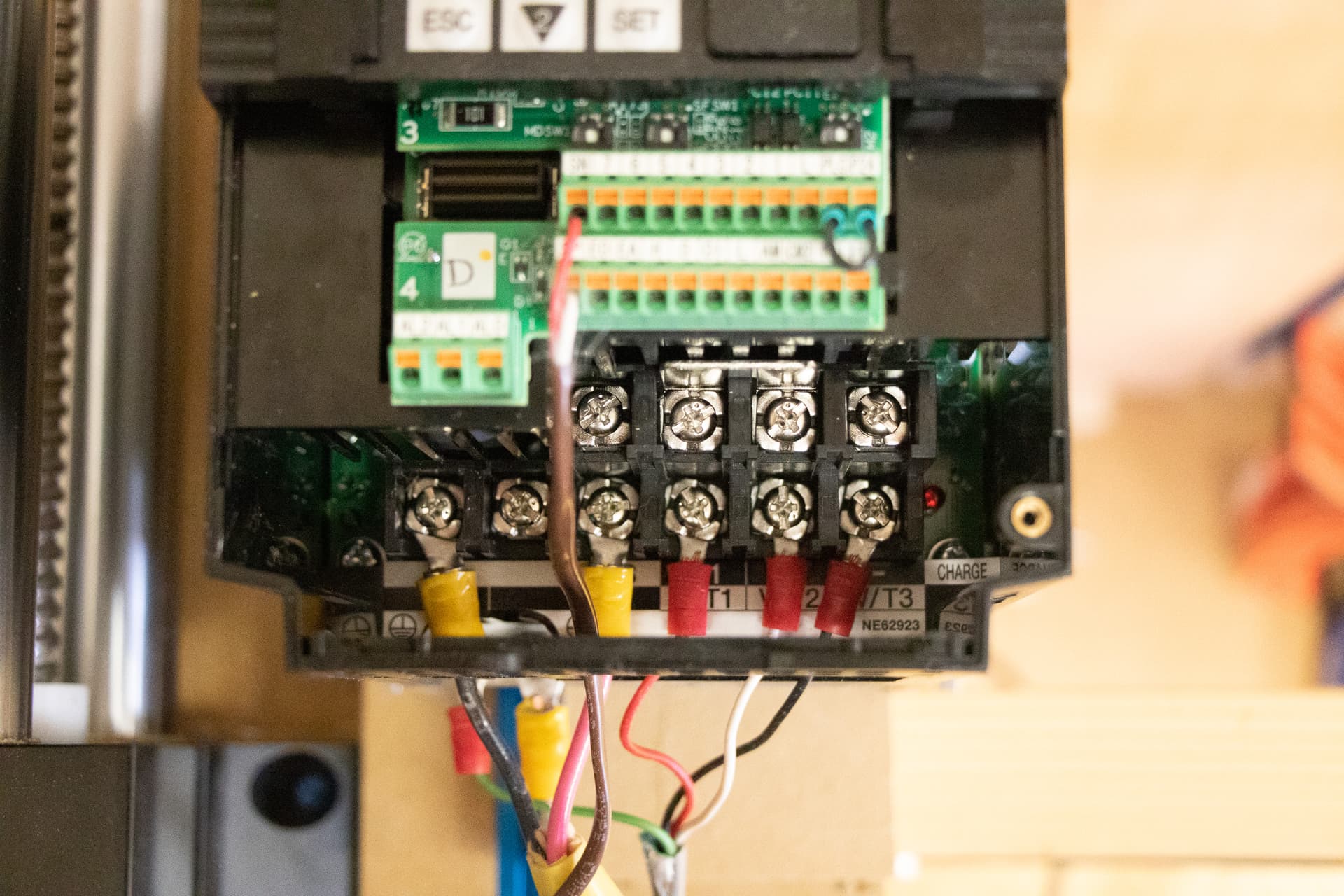
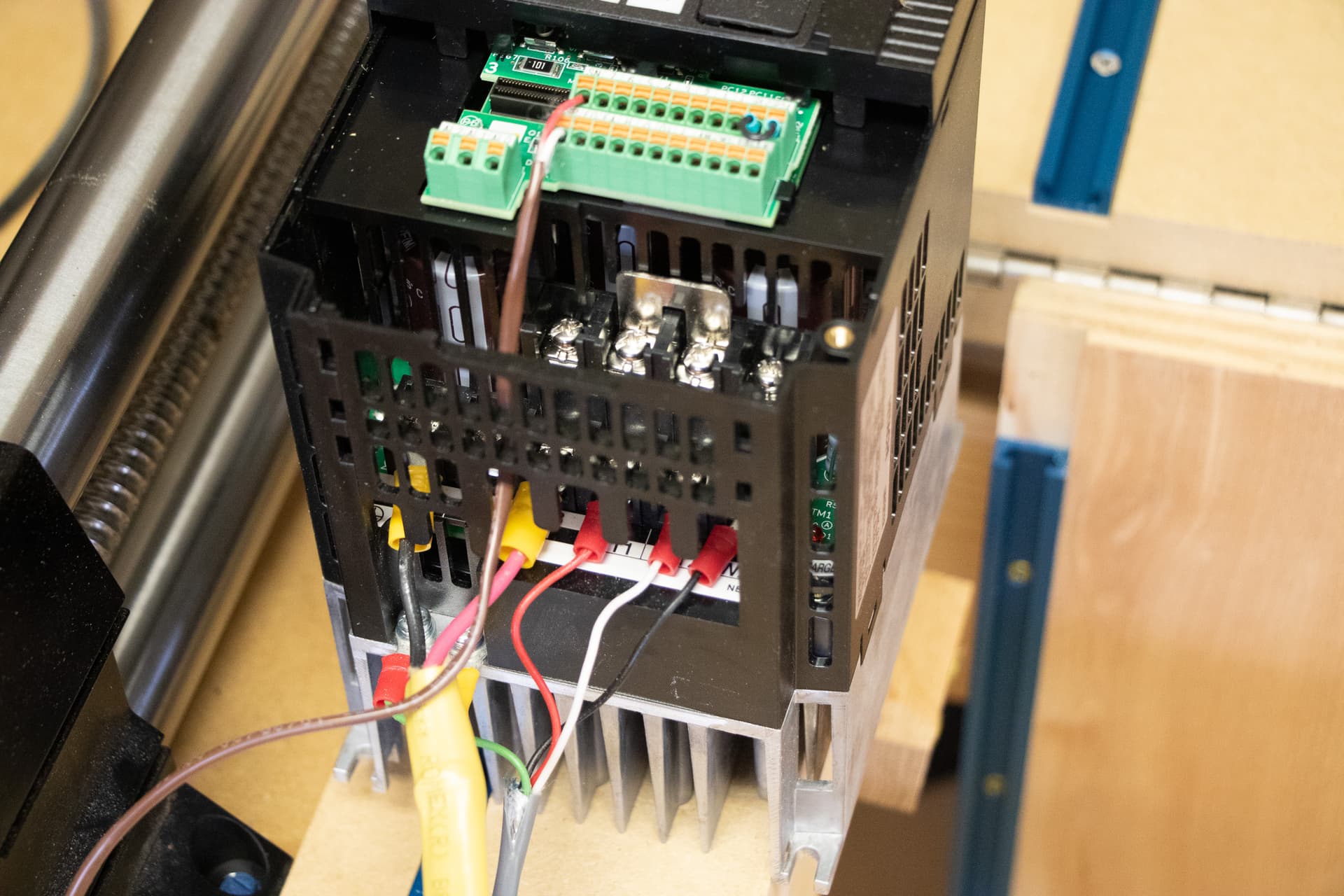
Do you have a ground connected from the power outlet? I see a yellow connector that looks like it’s connected to the ground bar on the VFD but I can’t see/trace the wire and don’t want to assume. I’m guessing that the ground from the outlet is connected to that yellow connector but obscured in the photo?
And what’s the looped wire on the top right? I can’t read the terminal numbers in the pictures. Sorry if it’s obvious but I don’t have much experience with VFD’s.
The Hitachi is more money - about 2x the cost of the HY VFD. In the end, both make the spindle turn. I’m working 100% in wood - not sure the SVC is necessary with the 2.2kw spindle. But figuring out something new was fun, and I like nice things! And it wasn’t that much more when throwing in the 80mm mount, a new VFD anyway for 2.2kw, the x50 rails - not to mention the original purchase.
Hi Mike
What Spindle are you using with this VFD?
I was going to go down the Huanyang 2.2kW 80mm route but not sure if it matters or not that the VFD isn’t a HY one.
Thanks
Lee
The VFD will take input voltage - either 110V or 220V - from your wall and transform that to 3-phase voltage that will feed the Spindle. There are 110v and 220v spindles (most common is 220v) - but the input voltage does not have to match the spindle voltage. You can not plug the spindle directly into the wall!
A spindle with an ER20 collet allows for 1/2" bits to be used. You will find this on 2.2kw, 80mm, spindles.
The Makita router works - lots of people are using them daily for a very wide variety of uses. There really isn’t anything that requires a spindle to do. Spindles cost more, and are more complicated to set up - in return they run quieter, are designed for long-running use, and have less run-out.
An air-cooled or water-cooled spindle work “just as well” as the other. A water-cooled can run slower (the fan doesn’t have to blow), is a little quieter, but requires plumbing. I have an air-cooled spindle, that I really like - but water-cooled seems to be more popular.
I run this as a hobby - I installed a spindle mainly for the challenge, and it just seemed to me to be the “right” way to do this. You’ll have to decide if you think it provides enough advantages to take the plunge - but again, it is by no means required.
If the original poster is still around, first of all, this is great info! Thanks for taking the time to put it out here for us. I bought a WJ200-022SF based on this post, seeing that I could get the basic parameters from here. First time attempting to set up a VFD, but enjoying the learning process.
If you see this, or any other experts on this VFD, I wonder if you could answer a few more questions I had:
Are you seeing benefits to the SVC setting with a high speed spindle? I have a water-cooled 2.2kW, 24,000 RPM, listed as constant torque spindle my manufacturer. Since the feature is there, it would be cool to use it, maybe for aluminum or very dense tropical woods. If not, am I better off just using another torque setting?
I see RS485 A and B on the breakout, and SN and SP on the VFD. Not sure which goes with which, or if it matters.
Looks like you have “decelerate to stop” on the Modbus communication error. Do you find that to usually be better than coasting to a stop? I’m assuming this happens when the emergency stop on the Onefinity is hit. I’m wondering also for the VFD power loss settings to go with decelerate or coast.
What happens if the VFD somehow goes awry or loses power, but Onefinity controller does not? Will machine just keep plowing ahead with spindle stopped?
Last one – I think I understand you can’t adjust feeds or speeds on the fly with Onefinity controller. Any way to at least adjust spindle speed with the VFD to override what the controller is sending and fine tune?
I’m glad you found the information helpful - that’s why I posted it!
I do think SVC is more beneficial for lower speeds - I have a 2.2KW air-cooled spindle, so don’t ever get it slower than 8k RPMs. I haven’t done a true before/after comparison to measure the impact of the SVC setting - it just seemed like a good idea to have on! I can say that everything I’ve tried has worked well - including larger 1/2" bits, including my 2" surfacing bit.
I haven’t had a Modbus communication error - the idea of slowing down the spindle as fast as is reasonable on an error just made sense to me.
If the VFD/Spindle stop - the 1F won’t know and will blindly just keep trying to move things around according to the g-code. Likely that means a ruined project and/or bit…
If you’re controlling the speed of the spindle through the RS485 connection, there’s no adjusting the speed during a run outside of the g-code in the file you’re running. You could set the spindle speed manually (push-buttons on the panel), and then change it during a run, if you’re not using RS485. I run mind 100% through RS485.
Yes, extremely helpful! As I mentioned I mostly got the Hitachi because your post made the basic set-up easy to do, and I wanted to try sensorless vector to get a bit more punch out of the lower speeds.
I’m also enjoying the VFD manual as someone who’s starting to get into this and likes to try to understand a little about what’s going on. Seems to be a whole lot clearer and more extensive than some of the others commonly in use.
Was hoping somewhere in that 400-page manual there might be some trick for the VFD to send a signal the Onefinity could recognize and shut down on a VFD or spindle failure, and/or a way to use both RS485 and a spindle speed override at the same time, but I guess that was wishful thinking!
Thanks again for the great info. It’s appreciated
I’m wondering if there’s a way you can use pin 23 on the breakboard adapter to trigger an estop in the event of (insert condition)? I suppose there’d have to be some sort of relay or network of relays in the system to facilitate the sending of that signal in the event of a power outage at either the spindle or vfd.
Just spitballing but, if an actual button on pin 23 can trigger a full-on hardware estop, there should be a way for you to exploit that ability.
Yeah, my very novice VFD and electronics mind says that makes sense, but not sure I’d have the confidence to try and figure that out. Just a glance at the intelligent terminals in the Hitachi manual made my head spin. Maybe one of the VFD pros in here could help us out.
Could be a great feature I think! Probably not too common, but I could see something going wrong with the VFD or spindle power and if there’s an expensive bit, or it’s a long cut and you leave the room, would be nice insurance to know it would shut down the controller movement.
I have my controller, VFD and spindle not only on the same circuit but also on the same switchable power block (everything’s grounded accordingly and sufficiently shielded against emi). I did this to facilitate a complete system manual emergency shutdown but I suppose it can also be automatic since, if one of the elements loses power, the rest will also due to being tied to the same source. That’s assuming, of course, it’s a legitimate power failure and not something more sinister, like the spindle losing power due to a faulty connection or the VFD losing power due to a faulty power cable.
One thing to investigate is if the controller software is smart enough to recognize when the spindle’s rpms have deviated from the running program’s parameters, i.e. if the spindle’s supposed to be running at 18k according to the program but feedback to the controller reports signiricantly less than that, the job should pause and the spindle should be stopped. Granted, rpms can totally fluctuate but if the rpms dip below a minimum safe spin, it’s reasonable enough to expect that the controller could make the decision to halt the job until the cause of that discrepancy can be investigated and corrected by the operator.
One of the scenarios in which that would be a really nice function would be when a tool binds. Rather than just keep plowing ahead despite the spindle being bogged and risking tool breakage, the controller could recognize that the rpms have bottomed out and immediately halt the job and M5 the spindle.
If that’s not a thing, we might want to ask @OnefinityCNC if that could be an official feature request for an upcoming software build. The controller is already receiving rpm feedback so maybe that’s the key to at least automating some of these estop scenarios.
More good thoughts. I think you have the doomsday scenario covered there, which is nice. Cool idea.
Ran across this post: Best way to e-stop spindle and VFD?
Apparently the Onefinity controller hardware estop button just cuts power rather than putting the controller in the Builbotics estop mode. So I´d like to wire a separate hardware Estop button to pin 23 you mentioned, which, according to that post, DOES put the controller in Buildbotics estop mode. Then that would also stop the spindle through the modbus communication error to the VFD. There seemed to be a couple other benefits to the Builbotics estop mode over just cutting power. This seems doable.
What would extra bonus - it looks like the Hitachi VFD has an internal relay set to output an alarm signal on trip or power loss. If that could also be wired to the same pin 23 then when VFD/spindle sense problems that would in theory also shut down the controller (Buildbotics estop mode.)
A little confusing, but I’m going to see if any of the guys on that post can help. This sounds good to someone who doesn’t know what they’re doing (me), but not sure if it really works that way!