First post on the forum and as many else I’m so excited to get going with my machine!
For now, I have been making a few parts to get to know the machine.
I first used Easel to get a Gcode as fast as possible. This is the result ;
Since then I have been experimenting and making nothing seriously. But in my time playing around I have encountered two issues.
When making holes with fusion it starts to almost work against itself. This leads to skipping steps and misaligned milling patterns (the circle at z= -5mm are not aligned with the circle at z= -10mm)
Have tried to use the OF post-processor, GRBL, and easel. Easel works.
So the machine is working, therefore the next suspected is the code/software…
I See!
I read the topic about the new firmware and thought “Vibration issues, I aint got no vibration issue!” But I clearly might have misunderstood what they meant with vibration issue!
I will try the new firmware and check in here later on !
Let us know if the update fixes it. Mine was doing the same thing, but I ‘fixed’ it by slowing the speed way down and I was able to finish my wasteboard. I haven’t updated my firmware yet so can’t speak from personal experience if the firmware resolved the issue.
So I’m a bit lost at the tuning for my cnc…
I tried to follow the guide from @cyberreefguru as mentioned in post 5.
This did not help me achieve higher accuracy.
I found that my machine wasn’t completely squared up, so that got taken care of.
If somebody got a hint at what I could have a look at next up I would appreciate it! thx!
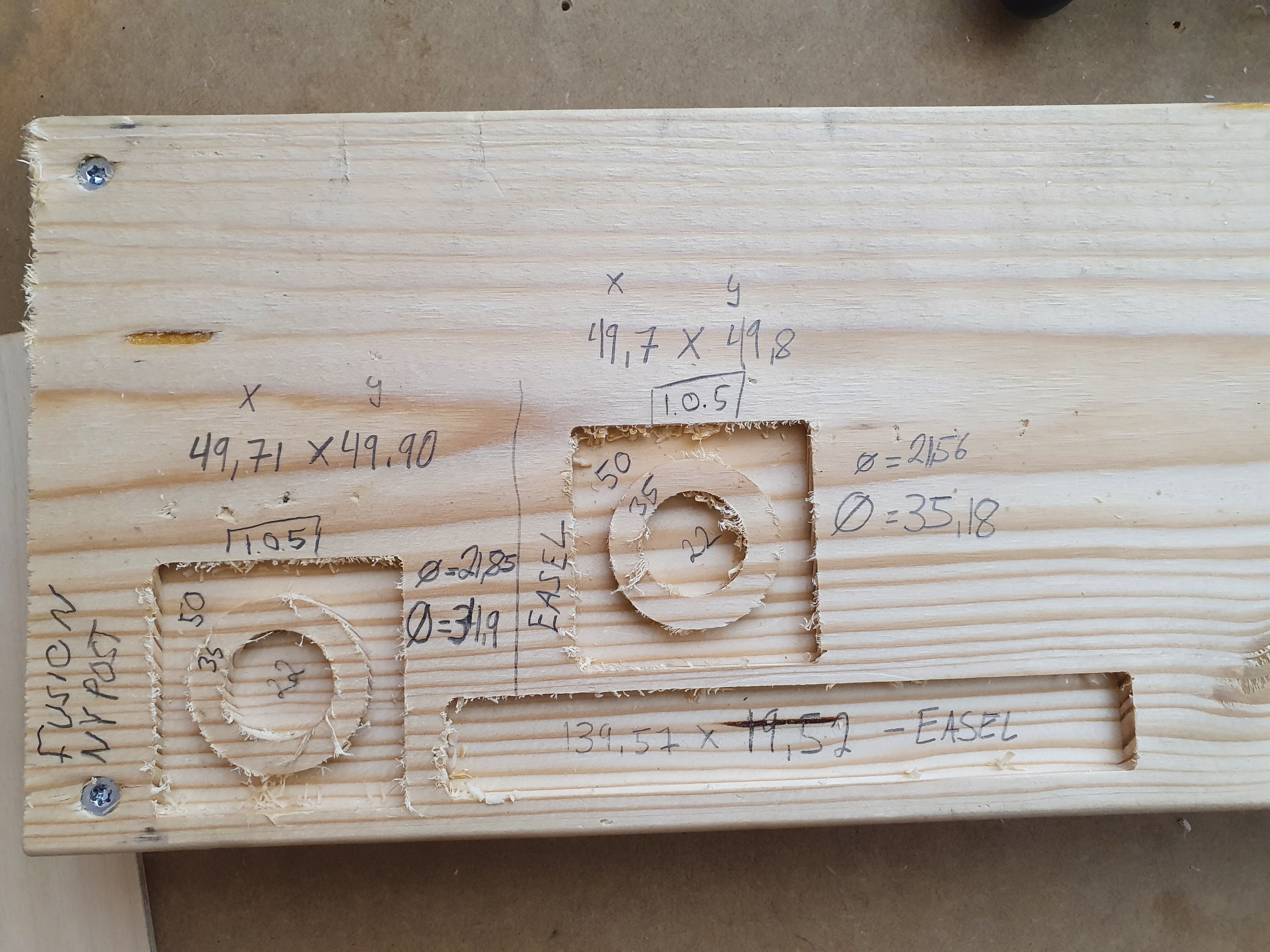
Picture of some of the tests. on the left is a F360 with the new post-processor. You can see the designed paramertes in the square. The rectangle is design to be 140mm * 20mm.
The video might be pointing to the problem. That seems like a lot of movement on the dial indicator when you flex the table top. I had some issues with mine initially from not enough rigidity of the table top. The machine could be ‘torquing/winding’ the table on direction change?
In my case it was laziness and I had not put enough screws in securing to bottom MDF. My top is 8020 aluminum frame, braced with I beam to prevent sag, partially torsion boxed, 3/4 MDF on top of that, another layer of 3/4 MDF that is a bit bigger than the footprint of the machine. And a 3/4 spoilboard on top of that.
Once I banged more screws in and got rid of the flex in the top I was good to go. Also, put lags in the feet that went through 2 layers of MDF instead of just 1.
The take flex seems sketchy at best. Have you checked to ensure all the guides/bearings are tight? If you push on the axis is there any slop (likely had to feel at that small of a shift)
But with such low feeds the dial indicator should have gone back to zero although the table can flex a bit, or am I wrong?
I had the majority of my body weight on the table when that flex occurred!
Hi! Thanks for asking!
Unfortunately no…
I got so discouraged that it has been standing ever since. I have been in contact with support. But I didn’t find them very helpful…
Yes. I have a Woodworker. I haven’t actually used it much. I have spent the last year just trying to build the torsion box / setup. (I have very little time.)
I got the machine to a state to where I was trying to use it to make some drill templates to install the wasteboards. It was here that I ran into what I considered accuracy issues.
I have also been in touch with support. They responded right away and asked me to load and test with Carbide Create. CC seemed to do better. (Too bad it is so primative.) I finally re-did the template in CC and the spacing seemed much more accurate but the holes only bored to .5" rather than “Full depth” like I thought I told it in the setup.
One caveat: I am not sure if the issue is actually a problem with Fusion. Basically I gave up on the touch probe and have been using a sharpened piece of drill stock to find the edges and then using a little math to calculate the center.
I have pretty much lost confidence in the touch probe but this could also just be my inexperience. I have my CC files to Home in the center so I could eliminate the touch probe. I haven’t tried a CC file with the touch probe so the jury is still out on whether Fusion or the touch probe is the issue… or just me.
I am shopping for a different CAD/CAM and can’t seem to find anything. For CAM, MeshCAM seems promising. CAD seems to be a quagmire of open-source gibberish, web-based - namely unreliable - Fusion or pay-through-the-nose professional systems. I have been considering Rhino3D but I can’t get my head wrapped around the concept.
BTW - Onefinity support said that “.005 - .001 inches is the expected accuracy.”